Case Study Engineered ESP Completion Increases Pump Run Life >400%
Permian Basin operator also improves well uptime from 85% to 96%.
A field-proven alternative to a downhole desander when using gas lift, rod lift pumps, or an ESP desander for ESP pump applications

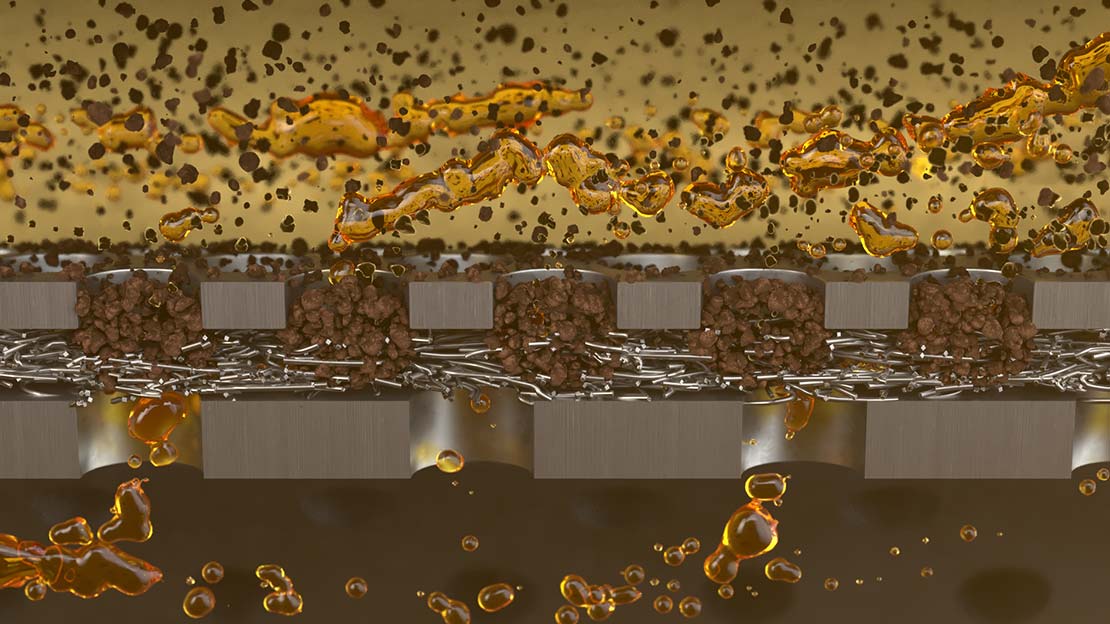
Solids that bypass the downhole desander travel up thousands of feet through the production tubing and can lead to
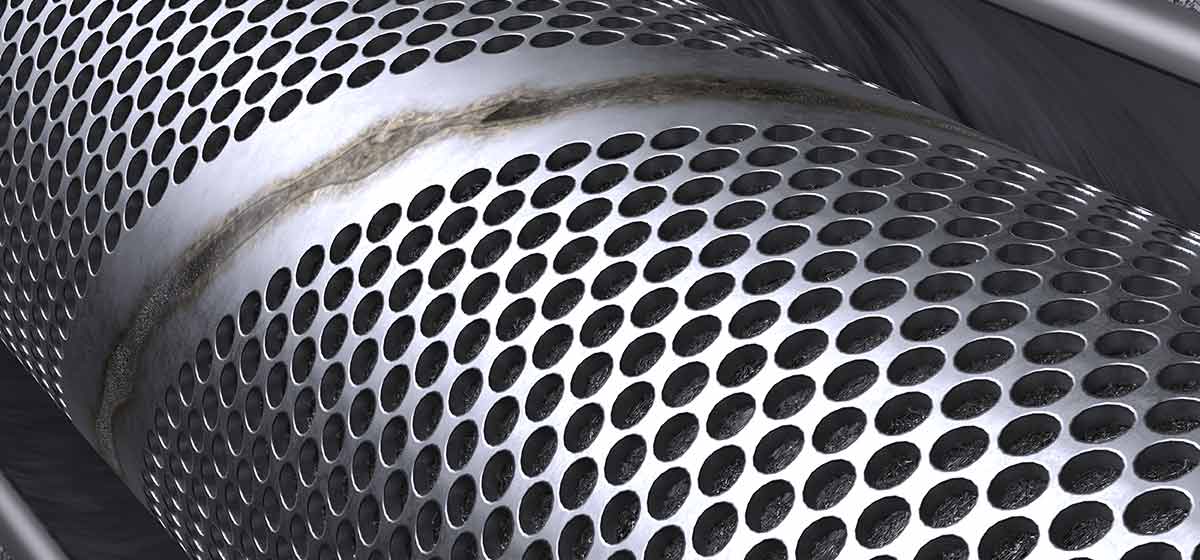
By using MeshRite stainless steel wool screens. MeshRite screens incorporate a unique patented 3D pore structure with resilient high flow capacity and almost no resistance to flow in the near-wellbore area or across the screen. The MeshRite screen has 40% open flow area—whereas other screens typically have a maximum of 30%—and greater than 3,000-D air permeability.
The unique 3D pore structure has high resistance to plugging. MeshRite screens have angular pores ranging in size from 15 to 600 um, which retain harmful solids and minimize the risk of erosion. As sand is stopped at or near the screen surface, open space surrounds these particles, and the retained permeability of the screen itself remains high.
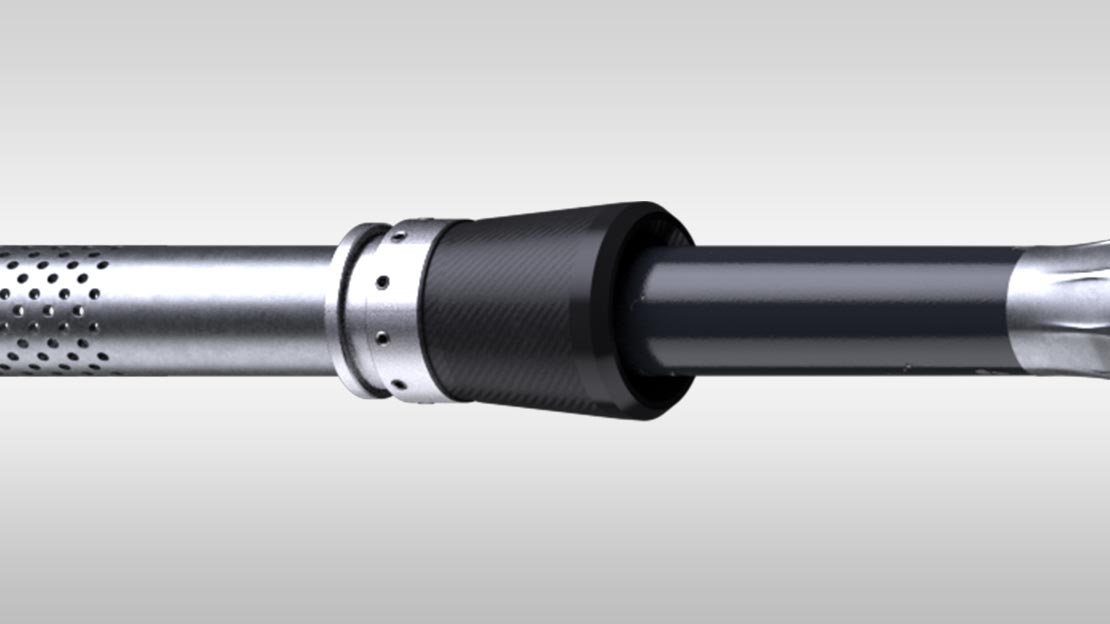

Pump protection system filters sand and solids, improving ESP uptime and production efficiency compared with conventional desanders.
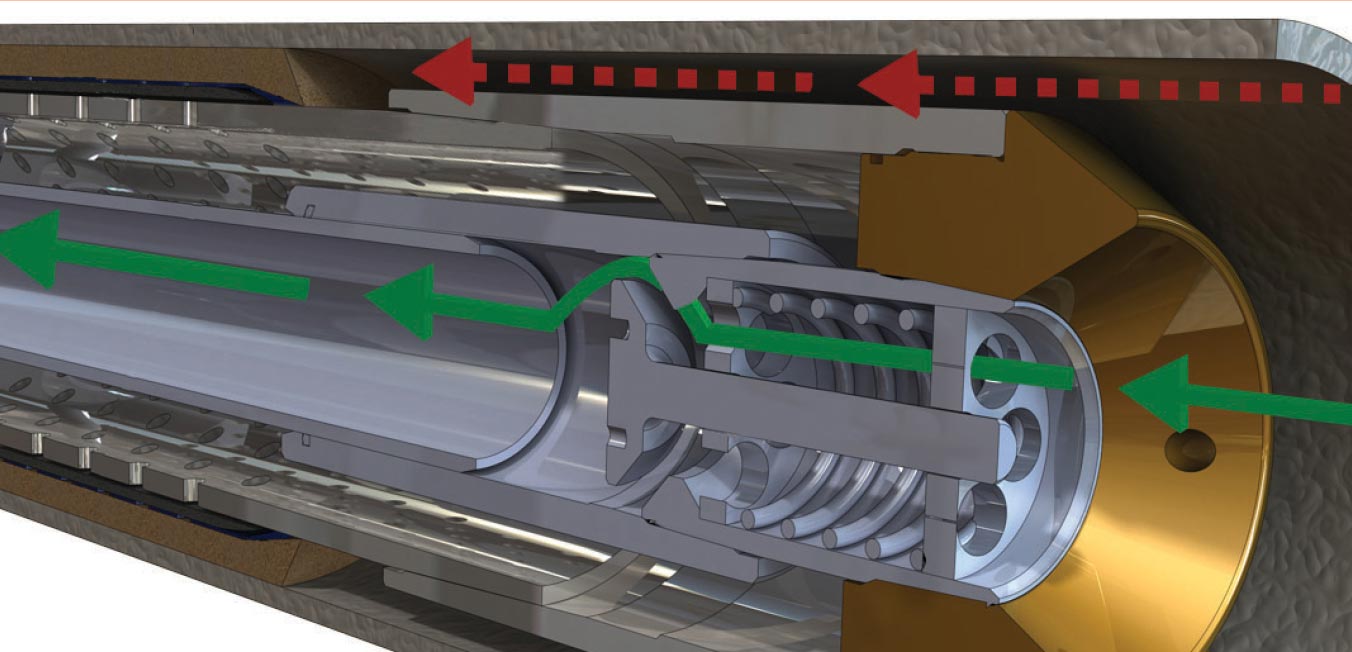
Read Case StudyDuring initial production, the intake valve connected to the bottom of the screen is closed, allowing radial flow of fluid into the MeshRite screen. Over time, formation particles fill the annular space between the outer surface of the PumpGuard assembly screen and the production casing. As the annular space fills with sand and the particles consolidate, it creates pressure drop across the sand pack. When the pressure drop across the sand pack reaches the preset value, the intake valve opens and allows flow directly through the pump intake bypassing the screen. Only at this stage will sand begin to cause wear on the pump, extending the life of the pump by the total operating time during which the intake valve remained closed.
The intake valve is adjustable, providing you with control of opening differential pressure. The intake valve can be set at the end of the screen, or multiple valves can be configured between screen joints to maximize rod lift or ESP pump lifetime. ESP pumps paired with a Phoenix™ artificial lift downhole monitoring systems and a remote surveillance service can monitor intake pressure changes to identify intake valve opening events. This allows you to
Improved ESP run life, drawdown stability, and restarts while reducing shutdowns by up to 75% in Delaware Basin wells.
Read Tech PaperDownhole desanders are simple and inexpensive but ineffective at removing a wide distribution of solids from unconventional wells alone. Downhole desanders depend on the same cyclonic separation principles of hydrocyclone technology to convert the incoming liquid velocity into rotary motion for separating heavy and light components. The induced centrifugal action within the desander sub to remove sand, scale, and iron sulfide from the produced fluid depends on fluid velocity to generate the force necessary to consistently separate the solids. The efficiency of separation is also largely dependent on the fluid viscosity with higher separation efficiency when the viscosity of the sand carrier fluid is lower but drastically reduces as viscosity increases. All wells, especially horizontal unconventional wells, have intermittent flow with slugs of oil, water, and gas. As a result of the intermittent flow entering the desander sub, the velocity and viscosity of the fluid changes, and the desander will intermittently separate solids. The separation efficiency of so-called “swirl tubes as a downhole desander device” has been studied and documented in "Experimental Analysis of Swirl Tubes as Downhole Desander Device" by Martins, Rosa, and Souza (2005), which we recommend for further reading.
During planned and unplanned ESP shutdowns, sand and solids (e.g., scale) suspended in the tubing column fall and settle into the fluid stage of the pump and can lead to multiple failed restart attempts. Excessive torque during these restarts risks large motor current, a consequent increase in motor winding temperature, reduced ESP run life, and shaft breakage. Our proprietary Sand Fallback Shield above the ESP guards against these eventualities.
Under normal operation, the ESP lifts oil to surface unrestricted through the Sand Fallback Shield. During a shutdown, the shield restricts access, preventing sand and solids from falling into the pump. When the ESP restarts, the Sand Fallback Shield’s vertically and radially distributed flow area enables jetting and agitation of the solids settled on the exterior of the shield. Unrestricted production resumes up the cylindrical shield and out through it, along the tubing. The shield also permits injection from above at rates up to 4 bbl/min for well stimulation or cleanup.
The amount of time the pump life is extended depends on the length of the screens deployed, the amount of solids produced, and the duration of time MeshRite screens can prevent these solids from flowing directly into the pump. These factors will be influenced by

Boost production in any environment, including conventional, unconventional, high-temperature, intervention-constrained, and offshore applications. View

Protect your ESP pump from sand and solids during shutdowns. View

Filter fluids with screens insensitive to particle-size distribution of produced sand and fracturing proppant. View