



Case Study Cynara Membranes Increase Production and Hydrocarbon Recovery
Retrofitted plug-and-play solution enhances profitability and reduces CO2e emissions.
Facilitating the recovery, treatment, and monetization of natural gas

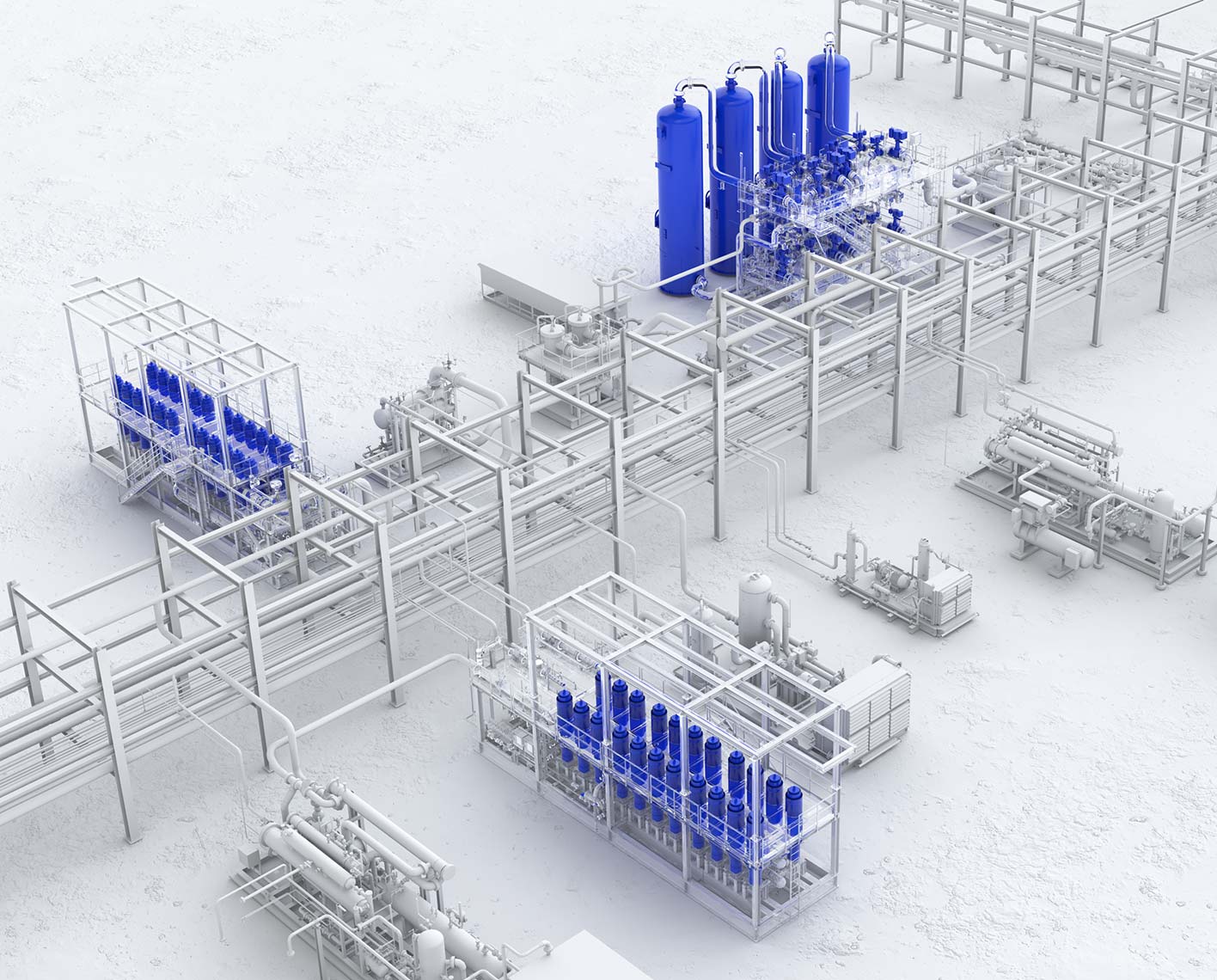
There are inherent impurities in gas that not only accelerate the corrosion of pipelines and transmission control equipment—such as CO2, often deadly H2S acid gases, and volatile organic compounds (VOCs)—but also lower the heating value of the gas and contribute to fugitive emissions. These impurities must be removed prior to transmitting gas to a processing facility.
Our differentiating technology portfolio and expertise in process design and engineering provide the optimal gas treatment based on the parameters of your specific operation, including acid treatment, emissions control, glycol dehydration, natural gas liquid recovery, phase separation, and more. When you're planning your next front-end engineering and design (FEED) study, we can help you make the most of your natural gas recovery, treatment, and monetization.
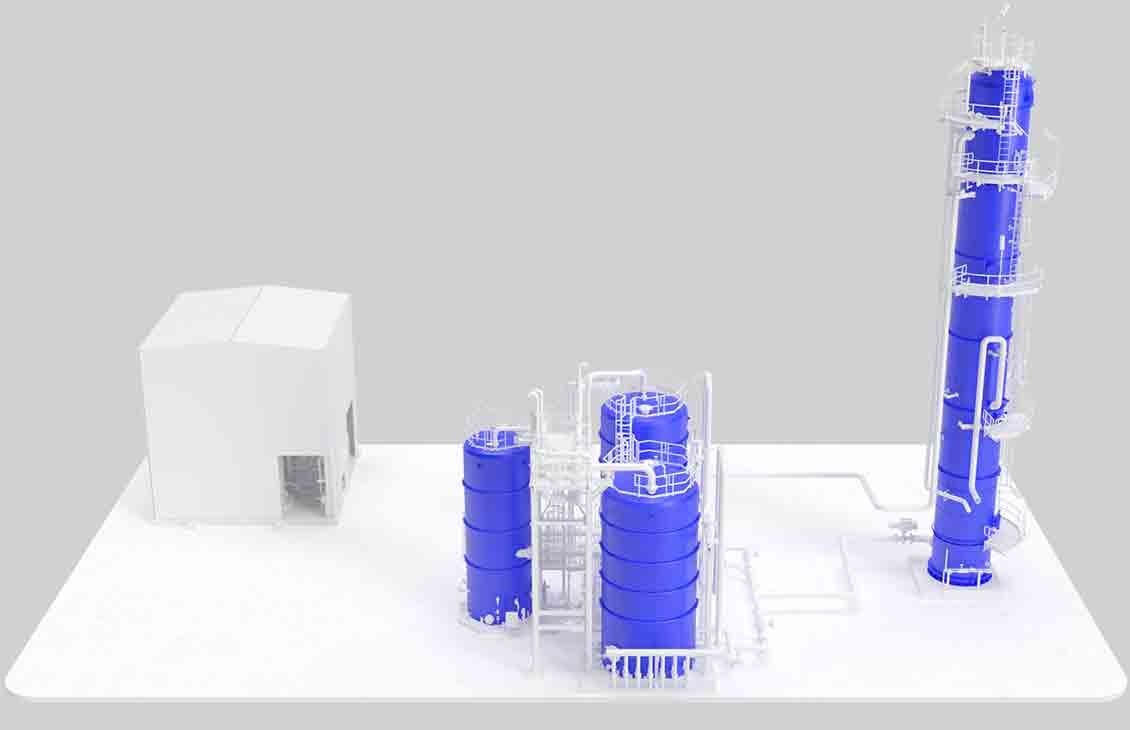
Separate CO₂ and H₂S from saleable natural gas streams with gas sweetening processes.
Acid gas treatment and removal technologies separate sour gases—highly corrosive CO2 and often deadly H2S acid gases—from saleable natural gas streams in a process known as gas sweetening. Once removed, the CO2 and H2S are usually vented in low concentrations, flared, and then reinjected or otherwise properly disposed of. Larger concentrations of CO2 are recovered and repurposed for enhanced oil recovery applications.


Prepare natural gas for transport and use by removing CO2, H2S, and mercaptans. View

Natural gas sweetening via H2S, H2O, and bulk CO2 removal. View
Separate acid gases from produced natural gas without chemicals. View
Convert H2S in gas streams to solid sulfur ready for agriculture or disposal. View

Improve and assure production more safely with chemistry technologies, software, and mechanical solutions. View
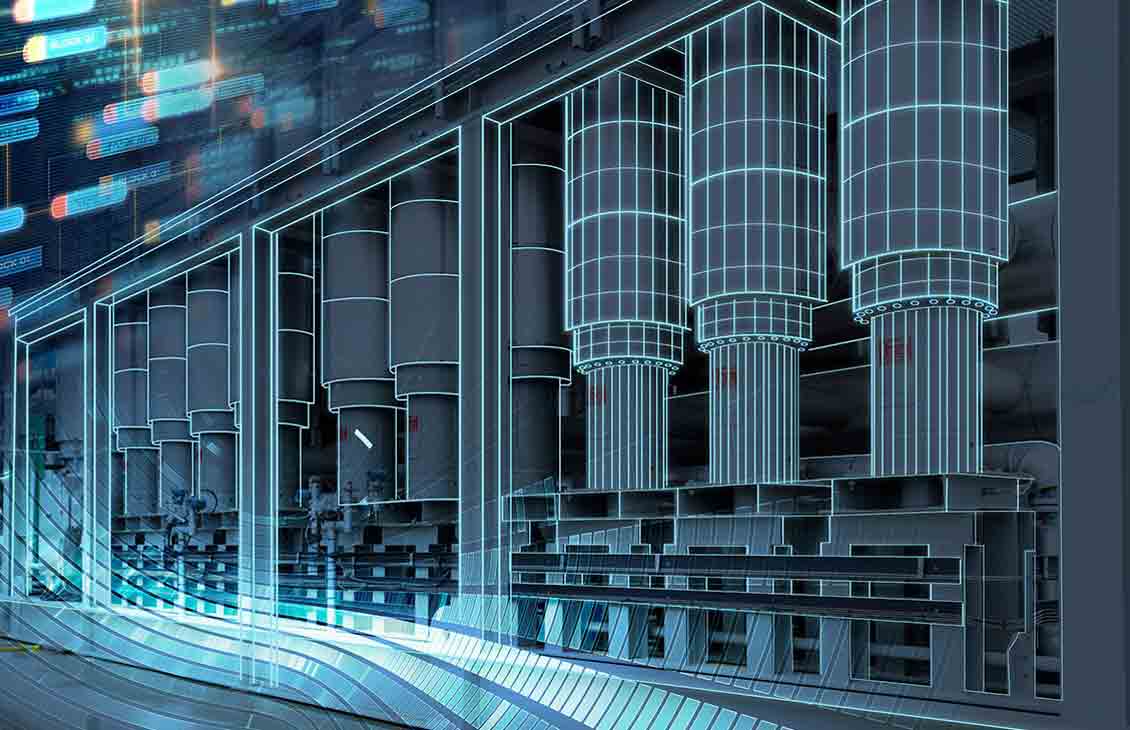
Improve performance of membrane technology through predictive monitoring and analysis. View
Reduce emissions in natural gas facilities to comply with local environmental regulations.

Our systems enable natural gas facilities to comply with local emissions regulations.
Extract water from a natural gas stream to prevent hydrate formation and corrosion within pipelines.
Increase your revenue while preparing gas to meet pipeline specifications.
Our dew point control systems and NGL recovery technologies maximize hydrocarbon recovery from gas streams, increasing profitability.

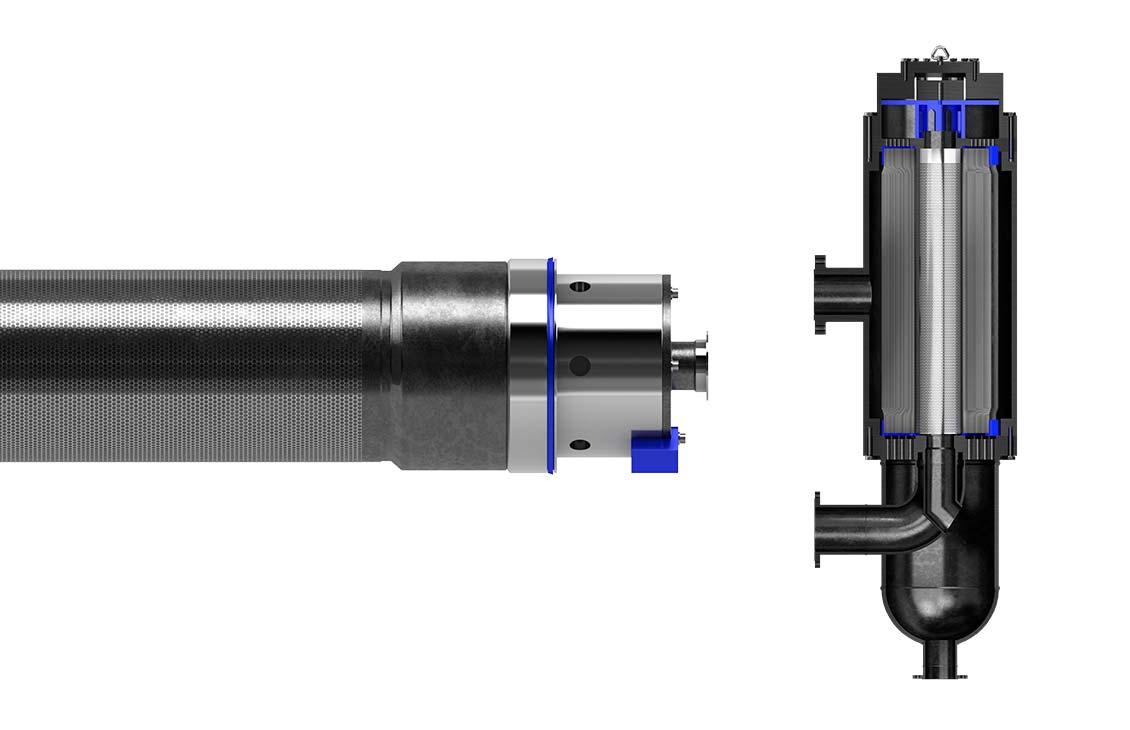
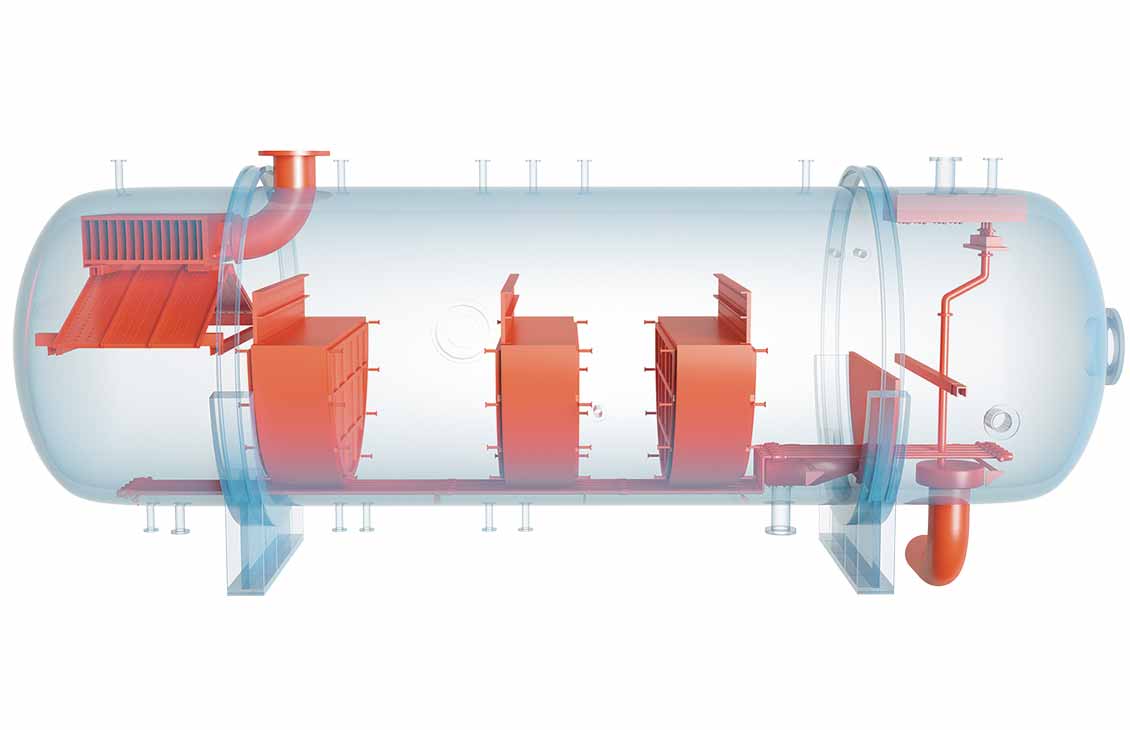
Remove solids and liquids in gas entering a treatment facility before sending to additional processing and purification.

Gas entering a treatment facility can contain solids and liquids, either as particulates or as a distinct phase, that must be removed before additional processing and purification.
Improve separation of oil, gas, sand, and water while reducing costs and risk. View

Remove liquids from gas containing low amounts of liquid, with a removal efficiency of 99.99% down to 10 um. View

Remove solids and liquid from gas containing moderate amounts of liquid, with a removal efficiency of 99.9% down to 10 um. View
Maximize recovery of monoethylene glycol (MEG) in your hydrate management process.

Let's collaborate early to understand project drivers, assess options, and design the solution that best fits your project needs to deploy the right technology to maximize performance.