Glycol dehydration systems
Efficiently remove water, impurities, and VOCs from natural gas
Overview
Our triethylene glycol dehydration systems are among the most widely used in the oil and gas industry because of low operating costs and low capex. Glycol dehydration systems are not only efficient at removing water from a natural gas stream, they also remove benzene, toluene, ethylbenzene, and xylene (BTEX) as well as other volatile organic compounds (VOCs).
Applications
In natural gas systems, removing water vapor reduces pipeline corrosion and eliminates line blockage caused by hydrate formation. The water dewpoint needs to be below the lowest pipeline temperature to prevent free-water formation. As well, using amine treatment to remove acid gases results in water-saturated gas that must be dehydrated before entering the pipeline. Most product specifications require the maximum quantity of water in the gas to be 4 to 7 lbm/MMcf.

SLB glycol dehydration processes remove water vapor from natural gas, which helps prevent hydrate formation and corrosion and maximizes pipeline efficiency.
Benefits
Lower capex
Less required investment than solid-bed systems
Lower opex
Compared with conventional desiccants
Deployment speed
Reduced manufacturing and commissioning times for standard system designs
Suitability
Applicable for a wide range of flow, pressure, and temperature conditions
Unit options
Custom and standard units that can employ either bubble cap or structured packing
Hybrid systems
Easily packaged hybrid systems (amine packaged with glycol dehydration systems) for small to large gas sweetening requirements
Features
The benefits of our glycol dehydration system are embedded in the process. Wet gas enters a tower at the bottom and flows upward. Dry glycol flows down the tower from the top, from tray to tray or through packing material.
Our special bubble cap configuration maximizes gas-glycol contact, removing water to levels below 5 lbm/MMcf. Advanced systems can be designed to achieve levels less than 1 lbm/MMcf.
The dehydrated gas leaves the tower at the top and returns to the pipeline or goes to other processing units. The water-rich glycol leaves the tower at the bottom and goes to the reconcentration system, where it is filtered to remove impurities and heated to 400 degF [204 degC]. Water escapes as steam, and the purified glycol returns to the tower where it again contacts wet gas.
The entire system operates unattended. Controllers monitor pressures, temperatures, and other aspects of the system to maximize safety and efficiency.
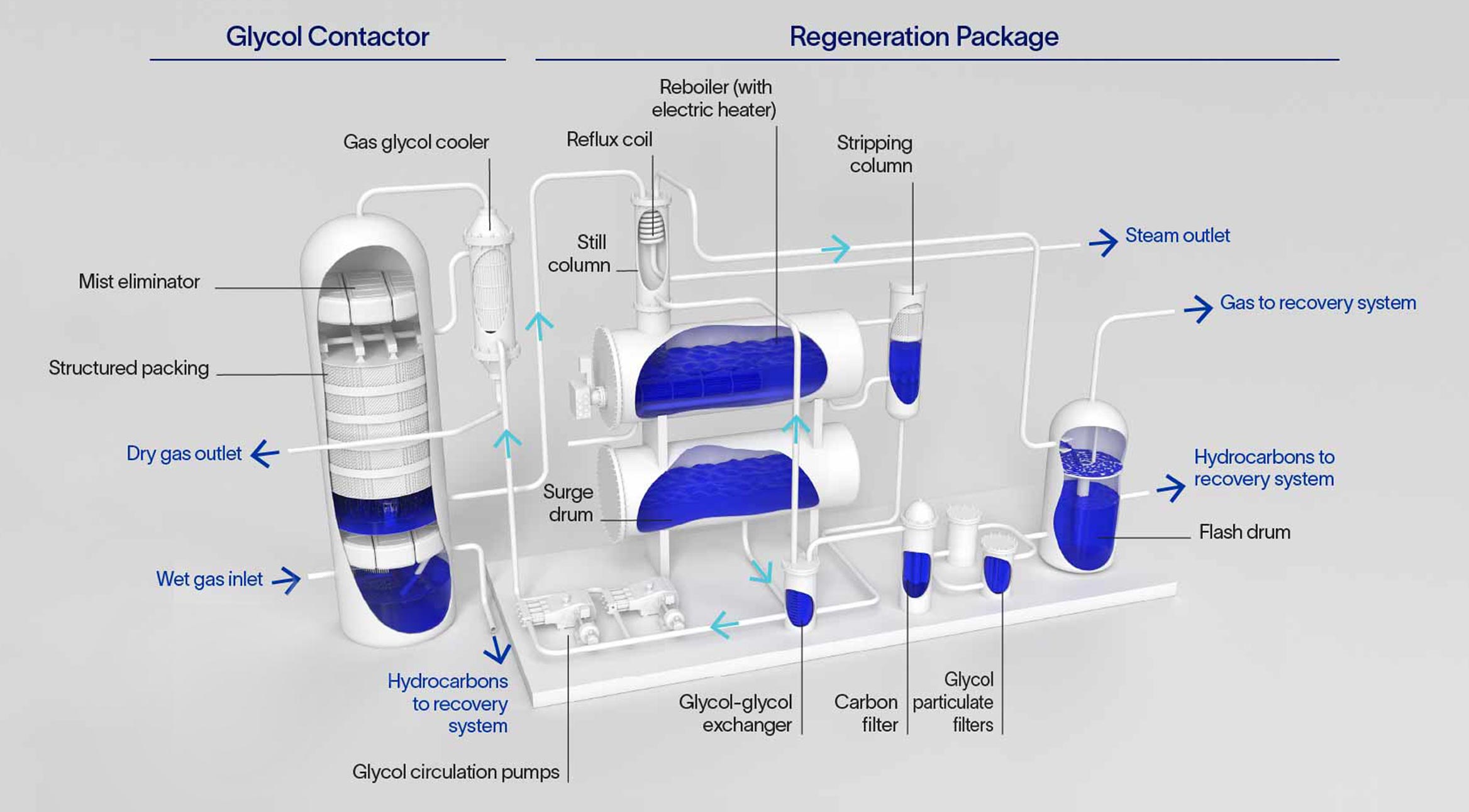
Gas glycol dehydration process with regeneration and an external stripping column.