WKM Pow-R-Seal
Double expanding gate valve
Enhanced safety and seal reliability.
Published: 01/09/2015

Published: 01/09/2015
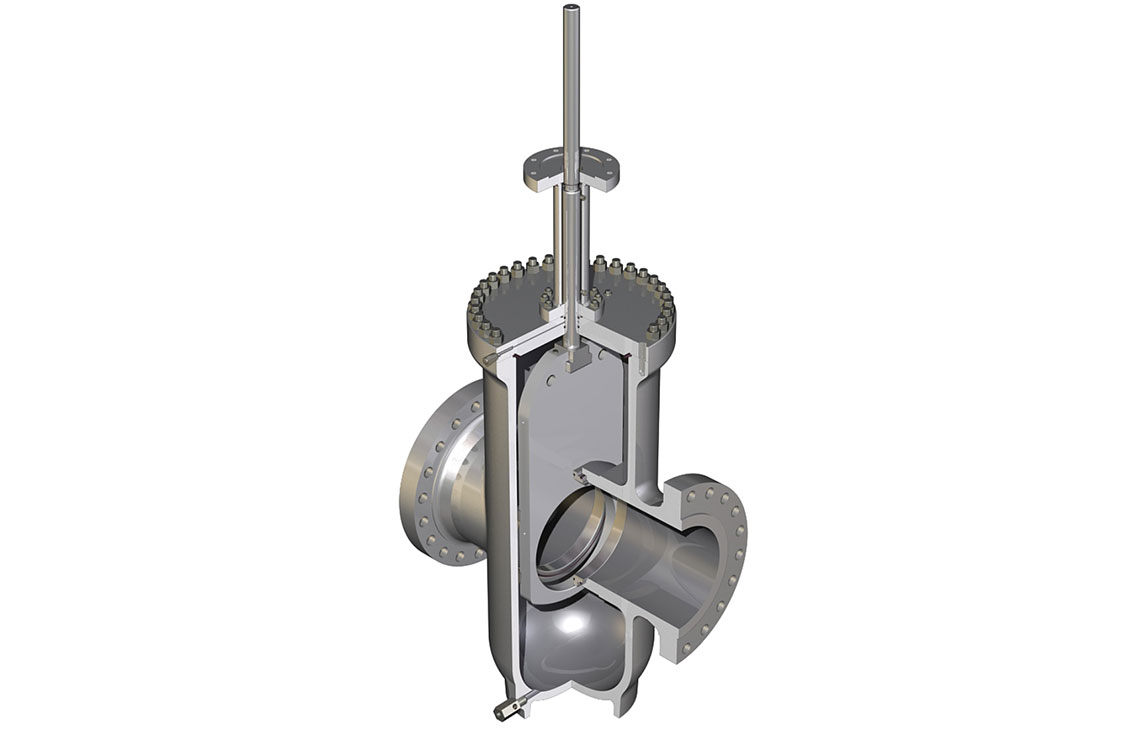
All valves are designed to stop, allow, or throttle the flow of a process fluid. Gate valves—one of the original valve designs—are ideally suited for on-off, primarily liquid, service. A gate valve functions by lifting a rectangular or circular gate out of the path of the fluid. When the valve is fully open, gate valves are full bore, meaning there is nothing to obstruct the flow because the gate and pipeline diameter have the same opening. This bore diameter also determines the valve size. An advantage of this fullbore design is very low friction loss, which saves energy and reduces total cost of ownership.
There are four primary designs for gate valves.

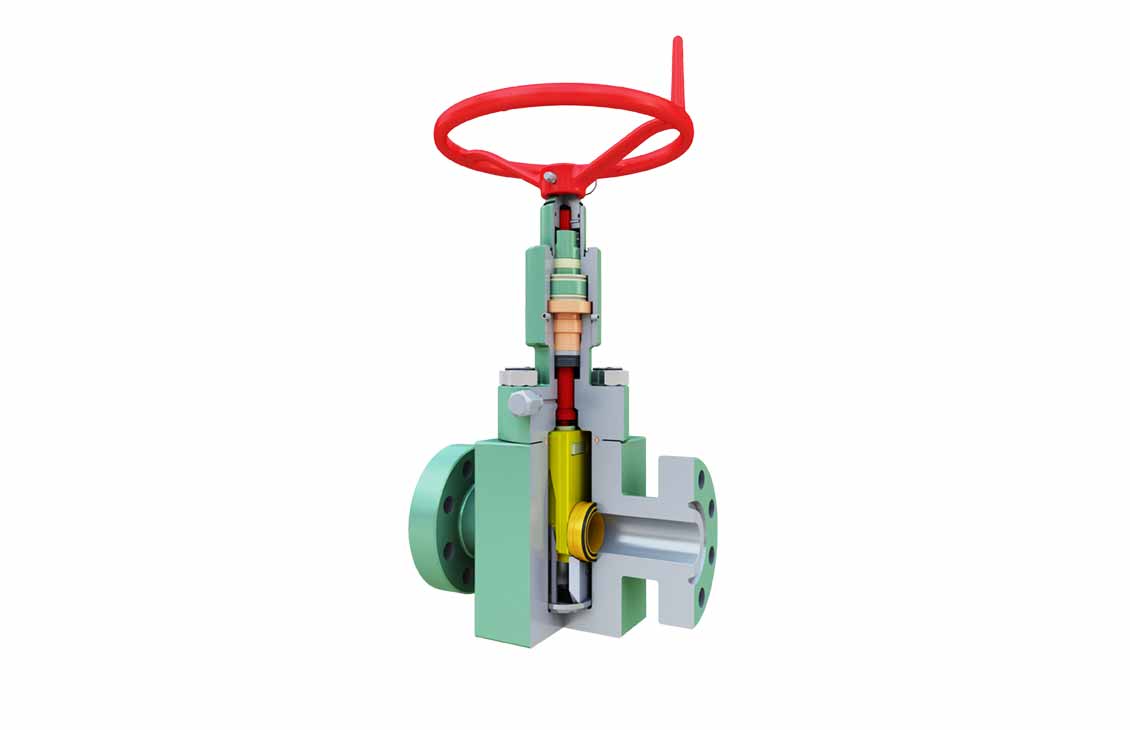
Gate valves can have a rising or nonrising stem design. Rising stems are attached directly to the gate and provide a visual indicator of the valve position. Nonrising stems are generally threaded into the upper part of the gate and have a pointer threaded onto the top to indicate position. Nonrising stem designs are ideally suited for applications where vertical space is limited, in well applications, and where scraping or pigging is not required.
Gate valves are designed with a sealing unit to provide a tight seal around the stem. Our patented single loaded-spring (SLS) stem seal design, used in Saf-T-Seal slab gate valves and WKM Pow-R-Seal double expanding gate valves, provides superior leak protection and a self-adjusting seal designed to reduce maintenance.
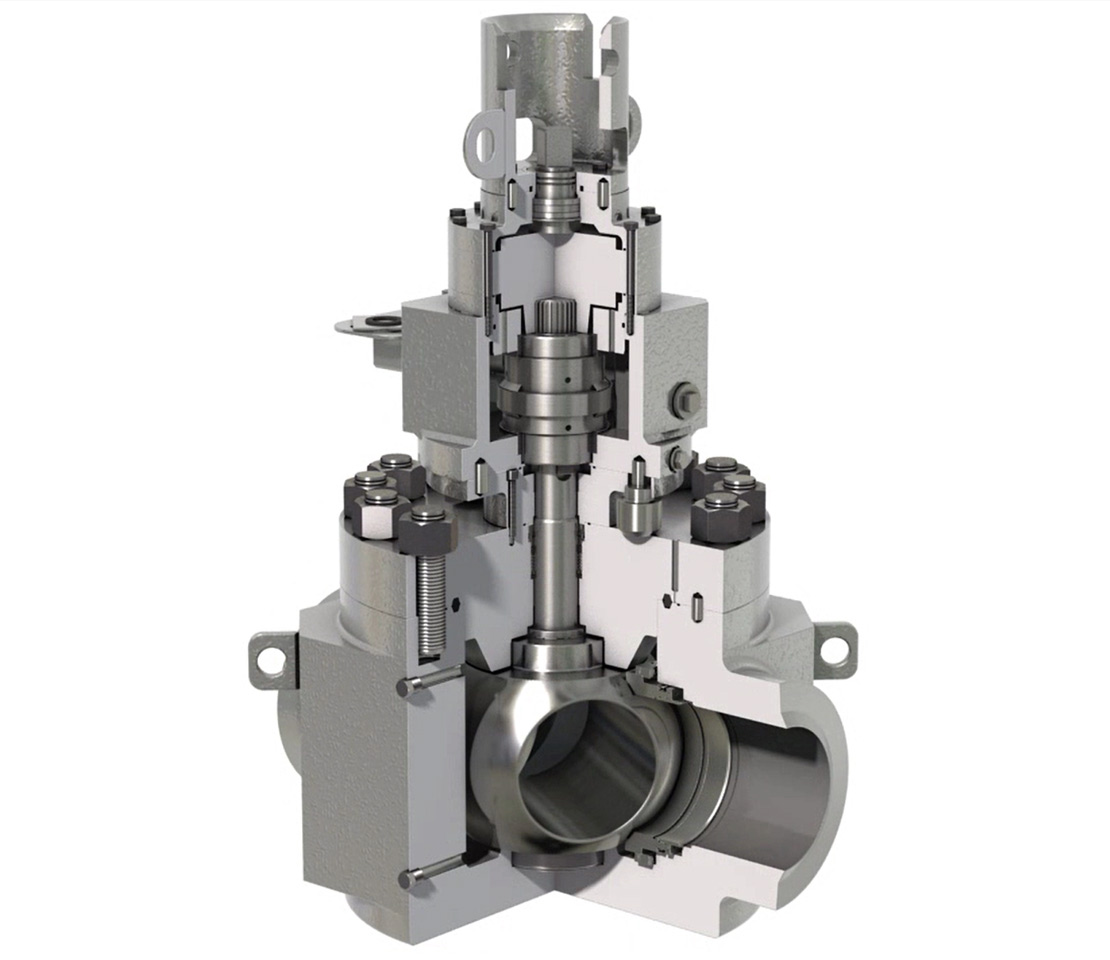
Gate valves generally have one of four types of bonnets, which provide closure to prevent fluids from leaking out of the valve. Screw-in bonnets are simple, durable sealing units that use pressure to seal. Union bonnets provide easy access to the valve body for applications that may require frequent maintenance or inspection. Bolted bonnets are generally used for larger valves in higher-pressure applications. Pressure seal bonnets are designed for services with pressure in excess of 2,250 psi [15 MPa].
Because of the diversity of construction materials, trim offerings, and design combinations available with gate valves, they are appropriate for a wide variety of applications. From high-temperature coking units to food and pharmaceutical services, gate valves can be trusted to reliably perform.
The protected seat-face design of double expanding and slab gate valves eliminates degradation of the seat face caused by debris in the process fluid, which makes them ideal for liquid service. When additional protection is needed at points in pipeline applications where operational integrity is vital and the consequences of environmental exposure are higher, such as near waterways and municipalities, double expanding gate valves are a particularly wise choice.
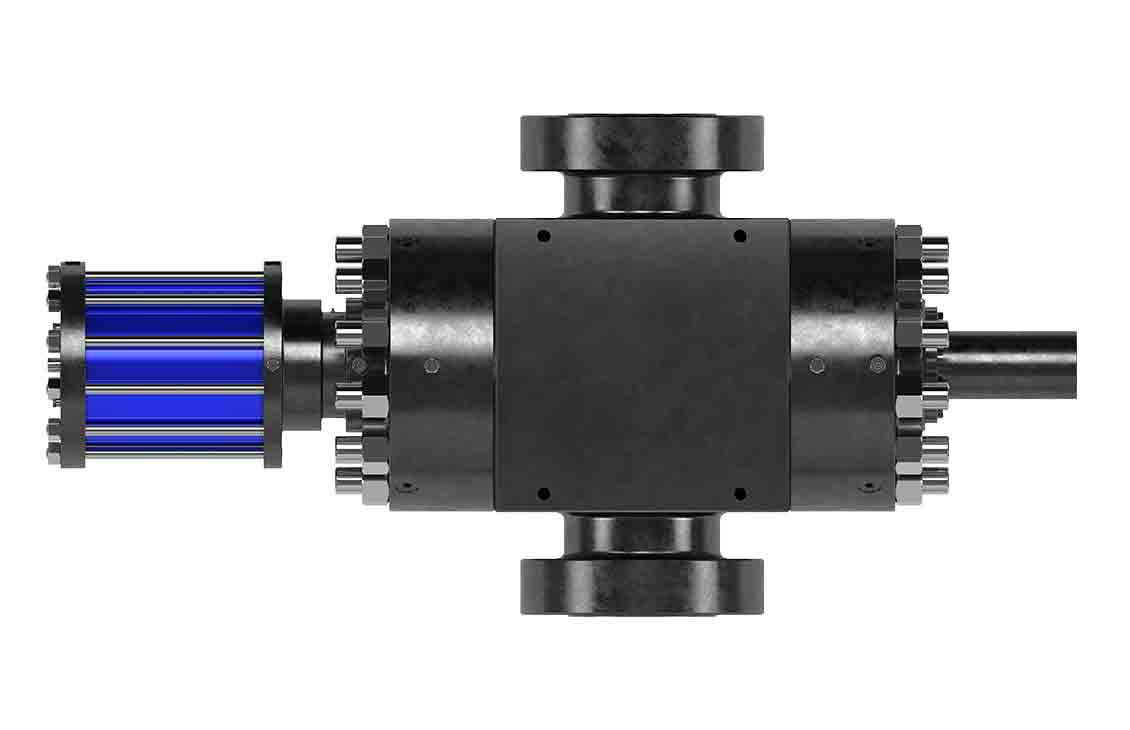
Our smaller 2- to 4-in nonrising stem version of the Pow-R-Seal API 6A expanding gate valve is commonly used in wellhead manifold systems because of its reliable mechanical seal and high pressure capability.
Drilling manifold systems can also be easily designed to use certain gate valves, such as the Cameron DEMCO valve DM series, with space-saving and versatile mounting designs.
In the power industry, NEWCO gate, globe, and check valves and DOUGLAS CHERO forged-steel gate, globe, and check valves are ideal for standard and critical applications, such as steam distribution in power plants. By replacing the body and bonnet flanges with a welded connection, the design of this valve eliminates a leak path, reduces weight, and simplifies the application of exterior insulation. This, in concert with the forged steel body, provides the highest integrity sealing available.
For challenging subsea environments, where pressures are extremely high, temperatures are low, and operation is difficult, subsea manifolds that integrate valves and interface panels are used for critical isolation. The simple design of the Cameron RING-O subsea valve is ideally suited for integration into these systems and can be actuated manually, via ROV, or hydraulically for ease of operation.