Valves for ammonia service
Proven valve solutions for ammonia production and transportation, including ammonia pipelines
Why choose SLB valves for ammonia applications?
Ammonia is critical for agriculture worldwide. It can also support the energy transition as a hydrogen carrier and industrial fuel source for the future. As interest in ammonia production and transportation projects increases, equipment manufacturers must be ready to supply products that can overcome the associated challenges. With decades of experience in providing valves for ammonia applications, SLB has the product qualifications and trim options to ensure long-term, reliable service.
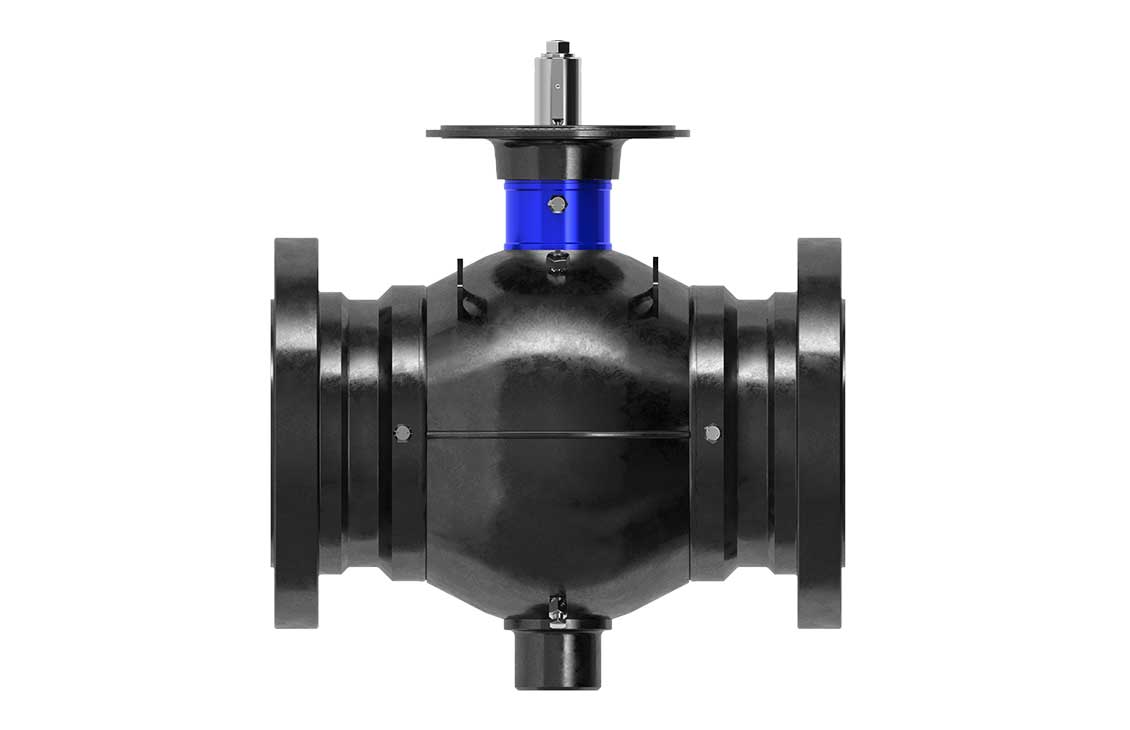
Low emissions certified portfolio
Because it is a highly toxic and potentially combustible fluid, ammonia must be
contained within piping systems. Our extensive range of fugitive emissions certified valves helps ensure long-term containment of ammonia, even under the most demanding
conditions, minimizing your environmental impact and HSE risk.
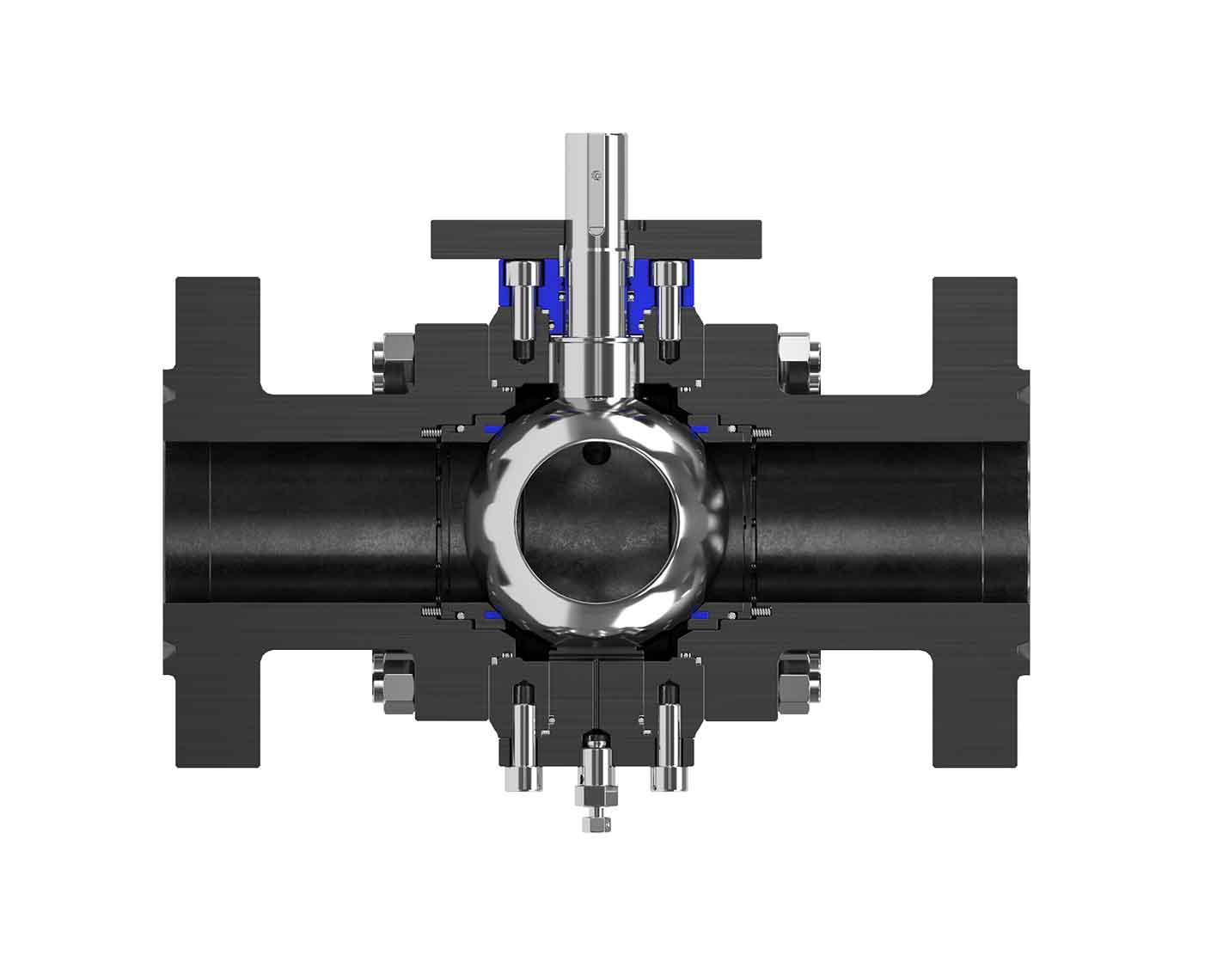
Trim selection
Depending on the presence of contaminants such as
water or air, ammonia can create a significant risk of
corrosion and stress cracking in metallic materials. It
also adversely affects nonmetallic materials and
attacks many of the elastomers commonly used in oil
and gas operations. We leverage our extensive
expertise and resources to employ materials that
deliver long-term performance.
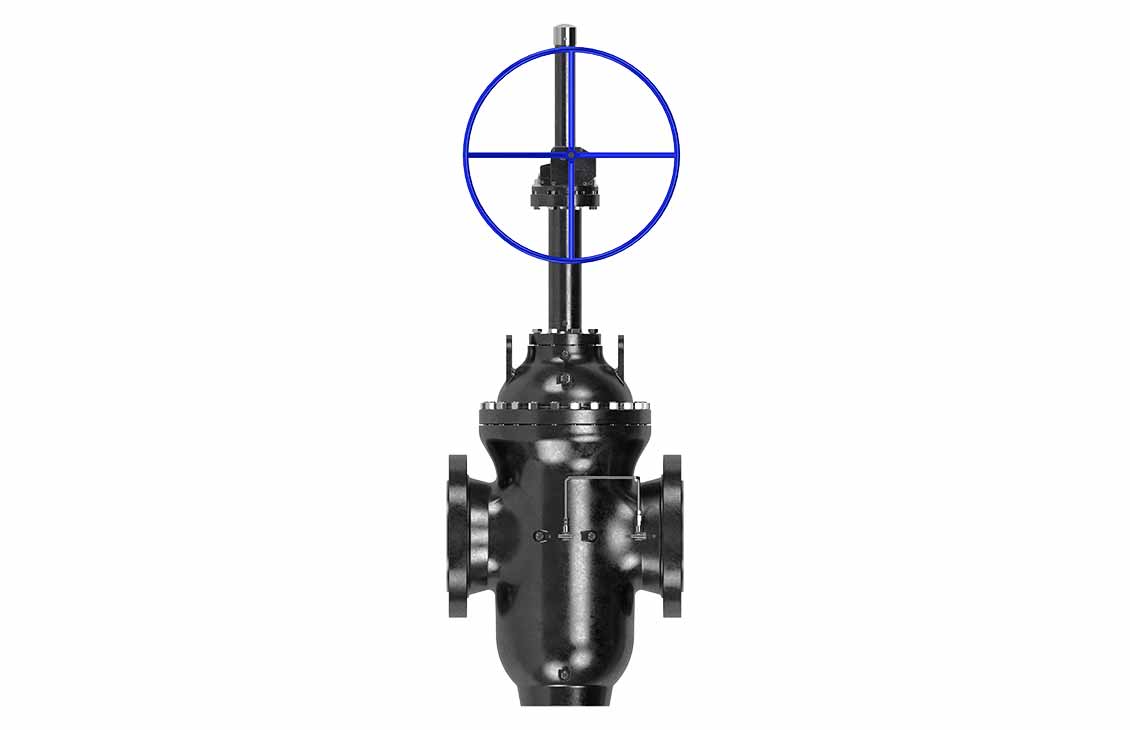
Comprehensive offering
Along the ammonia value chain, you will find both
liquid and gas phases as well as a range of operating
pressures and temperatures. Regardless of the
conditions, we have products to suit. In addition, we provide a host of auxiliary services, including digital enablement, monitoring, valve evaluation for repurposing pipelines, and a suite of total valve care solutions.