Valve brands
The most recognized portfolio in the industry

More than 100 years of experience
SLB is the leader in flow and pressure control technology as well as the original equipment manufacturer (OEM) of the largest number of industry-recognized valve brands. We deliver high-quality valve technologies for critical applications throughout the energy value chain—upstream, midstream, downstream—and beyond.
We design and manufacture all elements of the valve system and can address your requirements from installation through maintenance, critical spares stocking, and certification. With our 8 manufacturing and 18 aftermarket service locations worldwide, you can count on us. We built it, we back it.

Cameron
The most well-known valve brand in the industry
-
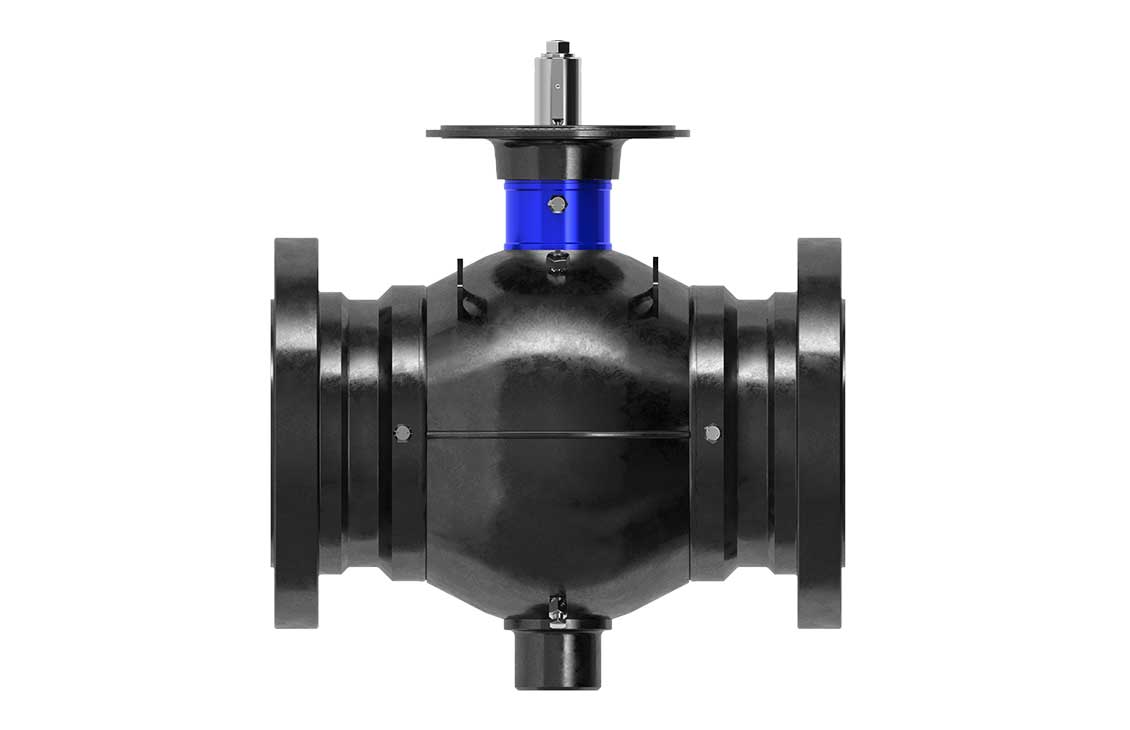
Cameron T30 Series
Fully welded ball valveLower emissions while improving uptime and profitability.
-

Chemical Injection Metering Valves
Remotely operated, ROV-retrievable, self-regulating subsea CIMVsRedefine achievable accuracy with nonintrusive line-of-sight ultrasonic flowmetering.
-

Nonretrievable Chokes
800 installed to dateMount to a subsea structure or incorporate into retrievable FCM or choke bridge.
-
Subsea Choke Actuators
High performance for every purposeReduce erosion problems and ensure positive flow.


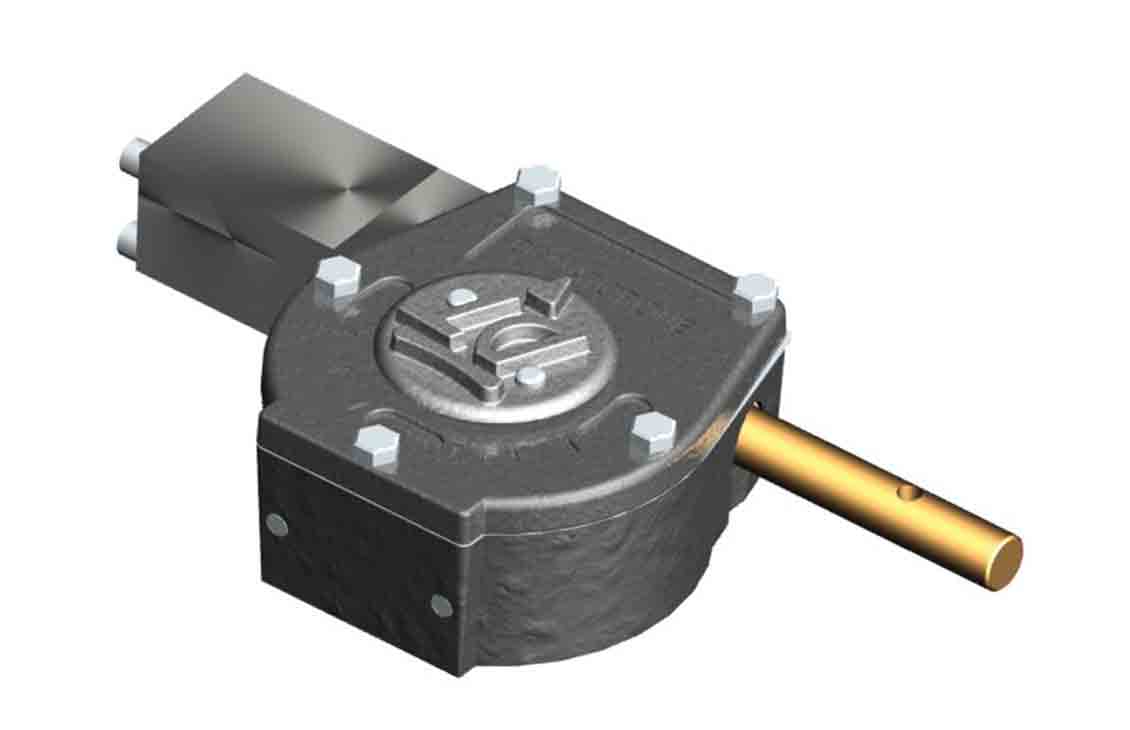
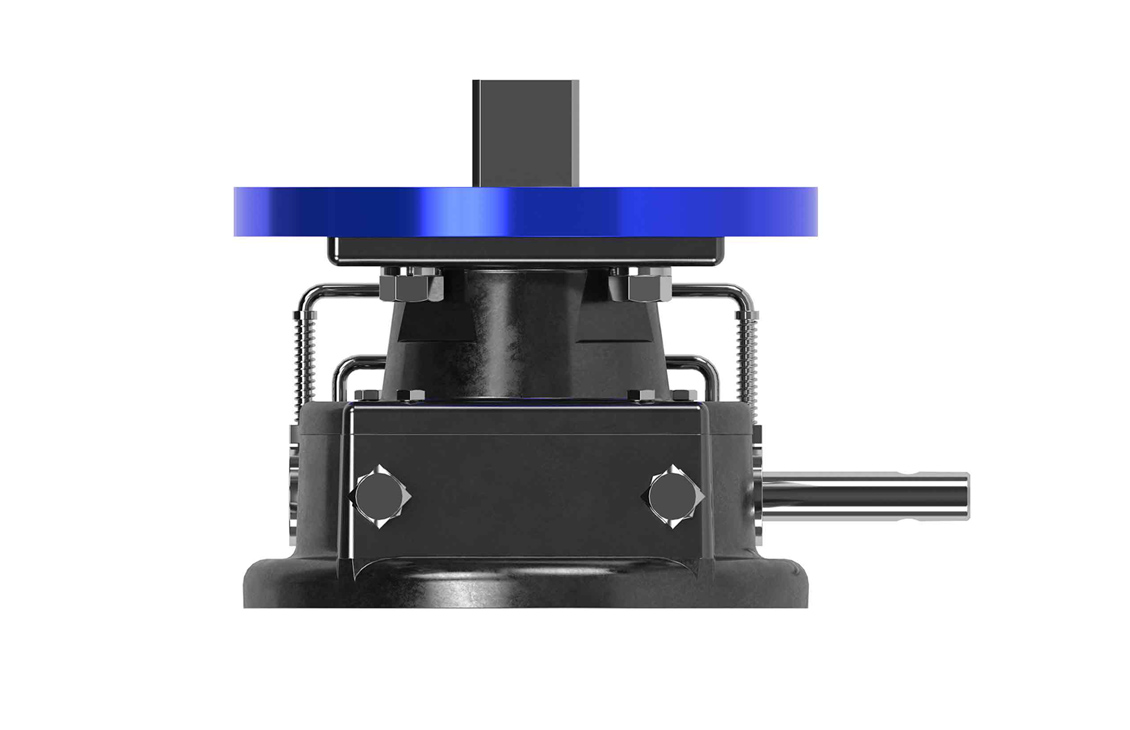
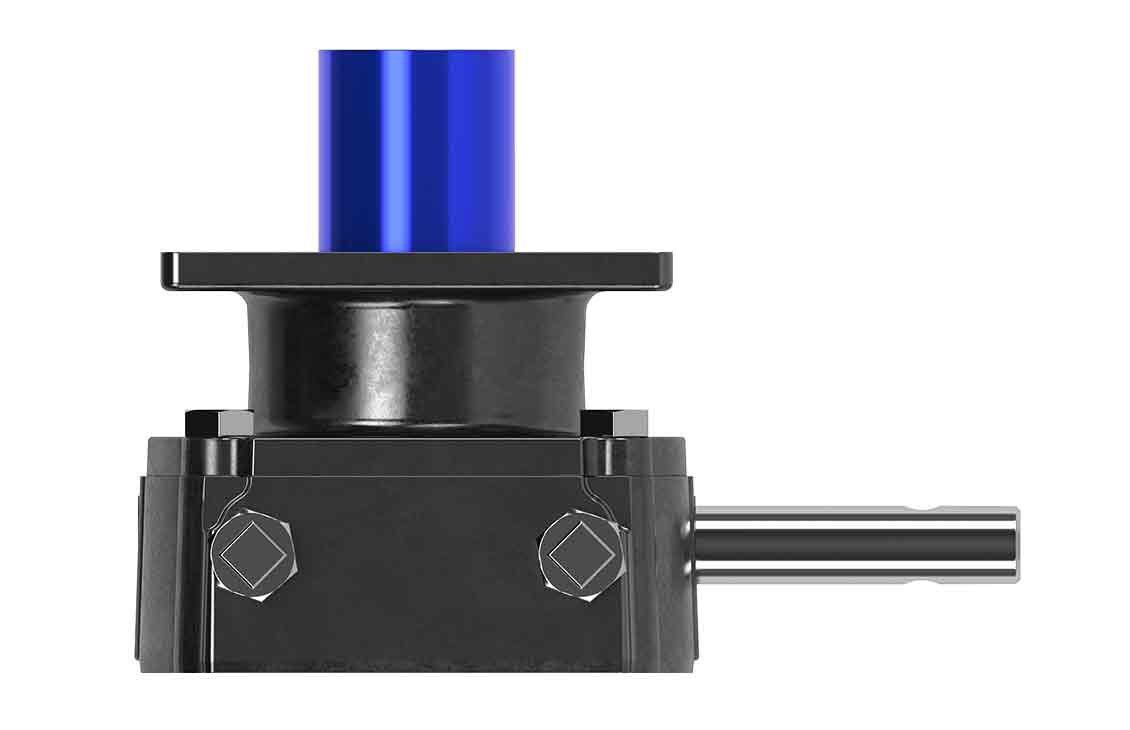
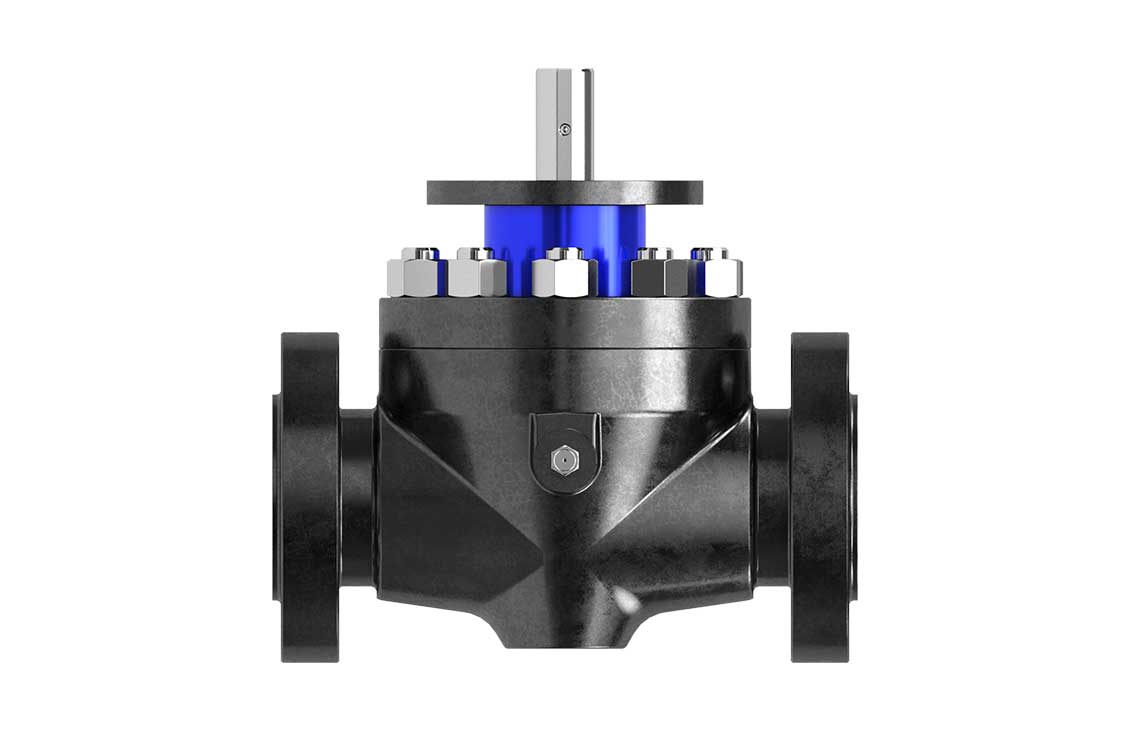
Dynatorque
Gear operators
-

DYNATORQUE BG
Multiturn bevel-gear operator20 different frame and spur combinations.
-
Dynatorque Severe Service Gears
Quarter-turn stainless steel gear models SG, SS, and SSWEngineered for reliability and performance in valves, dampers, and other quarter-turn systems in challenging environments.
-
DYNATORQUE 360
Multiturn worm-gear operatorCommercial-grade, worm-geared, and made for multiple output turns.
-

AWWA-Grade DYNATORQUE 90
Quarter-turn worm-gear operatorMeet AWWA Spec C504.
-

Industrial DYNATORQUE 90
Quarter-turn worm-gear operatorMeet marine, submerged, and high- and low-temperature requirements.
-
Memory-Stop Device
DYNATORQUE accessoryFor when valves or dampers must be opened/closed to same position.
-
Industrial DYNATORQUE 90
Quarter-turn worm-gear operatorMeet marine, submerged, and high- and low-temperature requirements.
-

Stainless Steel DYNATORQUE 90
Quarter-turn worm-gear operators300 series stainless steel unit housings, covers, indicators, and more.
-

Dynatorque D-Lock
Valve-locking deviceFor automated valves (pneumatic, hydraulic, or electric) requiring lockout capability to prevent valve rotation.
-

Dynatorque D-Stop
Partial-stroke test deviceUsed on emergency shutdown valves while they flow process fluids and full-stroke valve testing isn’t practical.
-
DT, SRD, and BG Locking Devices
For quarter-turn, multiturn, and bevel-gear operatorsAvoid inadvertent handwheel rotation.
-

SD Locking Device
For manual overridesAvoid inadvertent handwheel rotation.
-
Dynatorque SD Declutchable Manual Override
Enables manual control of valve when automation isn't possible or preferredEnables manual operation of an automated valve (pneumatic, hydraulic, or electric) in a contingency.
-
Dynatorque SRD Non-Declutchable Manual Override
Enables manual control of valve when automation isn't possible or preferredEnables manual operation of an automated valve (pneumatic, hydraulic, or electric) in a contingency.
-

Dynatorque Spur and Miter Gears
Part of our family of Dynatorque valve accessoriesUsed where a nonself-locking mechanical advantage or change in input drive orientation is required.
-

Handwheels
Suited for Cameron products6- to 48-in sizes, many in recessed or flat versions.


Grove
Valves
-

Grove G7
Fabricated gate valveAPI Spec 6D–compliant valve with a through-conduit design that promotes long-term, reliable sealing performance.
-
Grove G12
ValveThrough-conduit gate valve with a cast body, fully compliant with API Spec 6D.
-

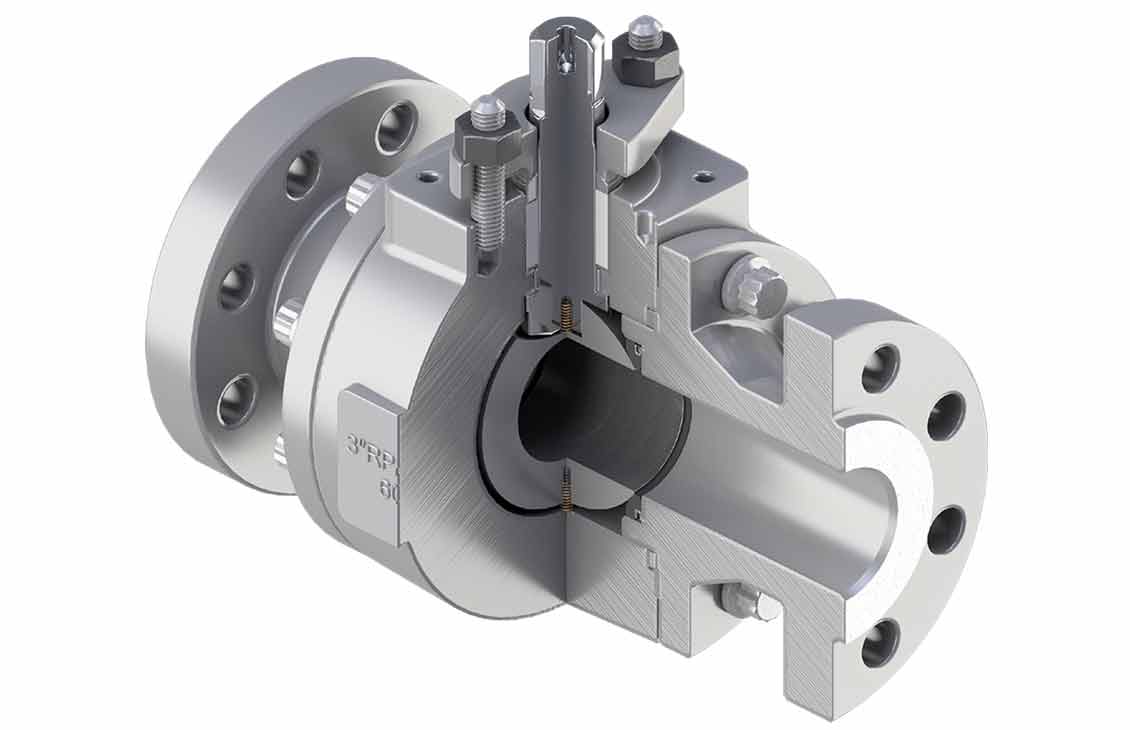
Grove B4
Trunnion-mounted, side-entry ball valve2- to 4-in sizes, ANSI 150 to 1500.
-
Grove B5
Trunnion-mounted, side-entry ball valveSizes: 6–64+ in; Classes: ANSI 150–1500
-

Grove B7
Side-entry ball valve1 1/2- to 20-in sizes, ANSI 2500.
-

Grove B8
Fully welded ball valve2- to 60-in sizes, ANSI 150 to 2500.
-
Grove BT1
Top-entry ball valve1/2- to 12-in sizes, ANSI 150 to 1500.
-
Grove BT2
Top-entry ball valve1 1/2- to 60-in sizes, ANSI 150 to 2500.
-

Grove IST
Integrated seat technology ball valveOvercome ball flexing to 10,000 psi.
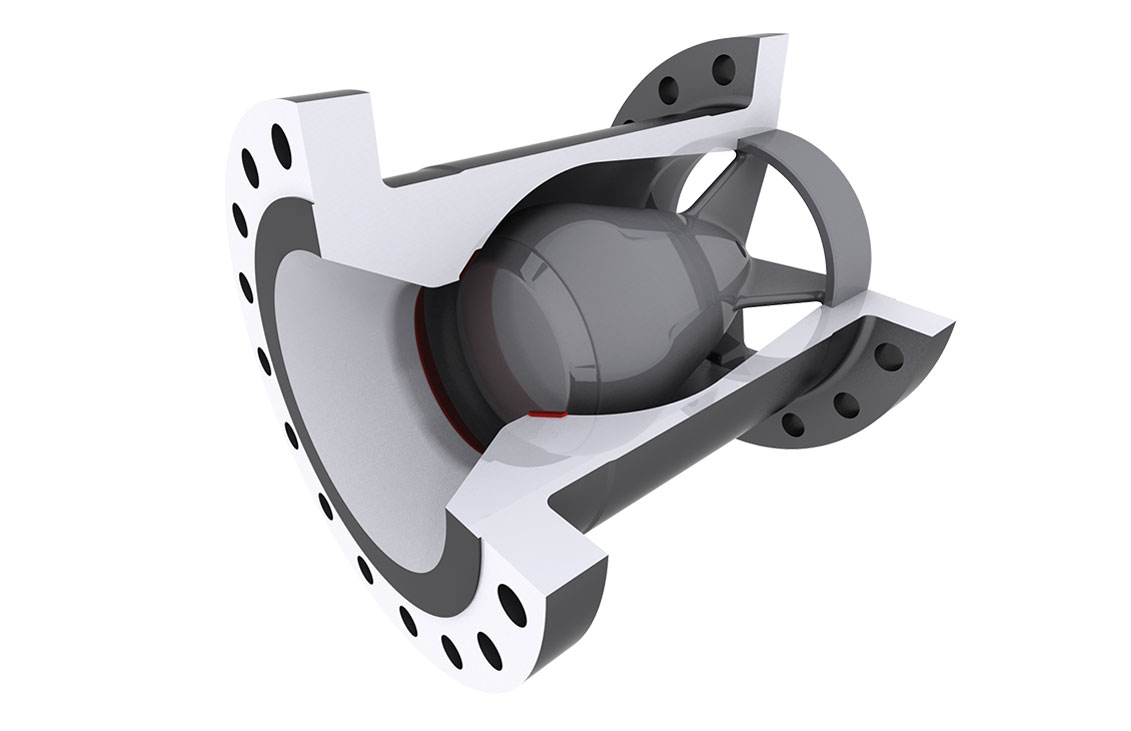
Ledeen
Actuators
-

Compact Ledeen Actuators
Customer-focused solutionsSave valuable space with one of the smallest compact actuators on the market.
-
Ledeen SCCS
Self-contained control systemEnsure reliable valve shutdown when an external powersource is unavailable.
-

Direct-Gas Ledeen Actuators
Efficient modular assemblyAchieve on-off control of ball or plug valves.
-

Gas-Over-Oil Ledeen Actuators
Quarter-turn operationEnhance flexibility with consistent engineering and modular design.
-

Hydraulic Ledeen Actuators
Quarter-turn operationAchieve on-off modulating control of multiple valve types.
-

Pneumatic Ledeen Actuators
Quarter-turn operationReliable performance with compressed air, natural gas, or nitrogen.
-

Subsea Ledeen Actuators
Control and actuation of subsea valvesChoose from double-acting or spring-return designs for shallow or deep water.
Maxtorque
High-performance gear operators
-

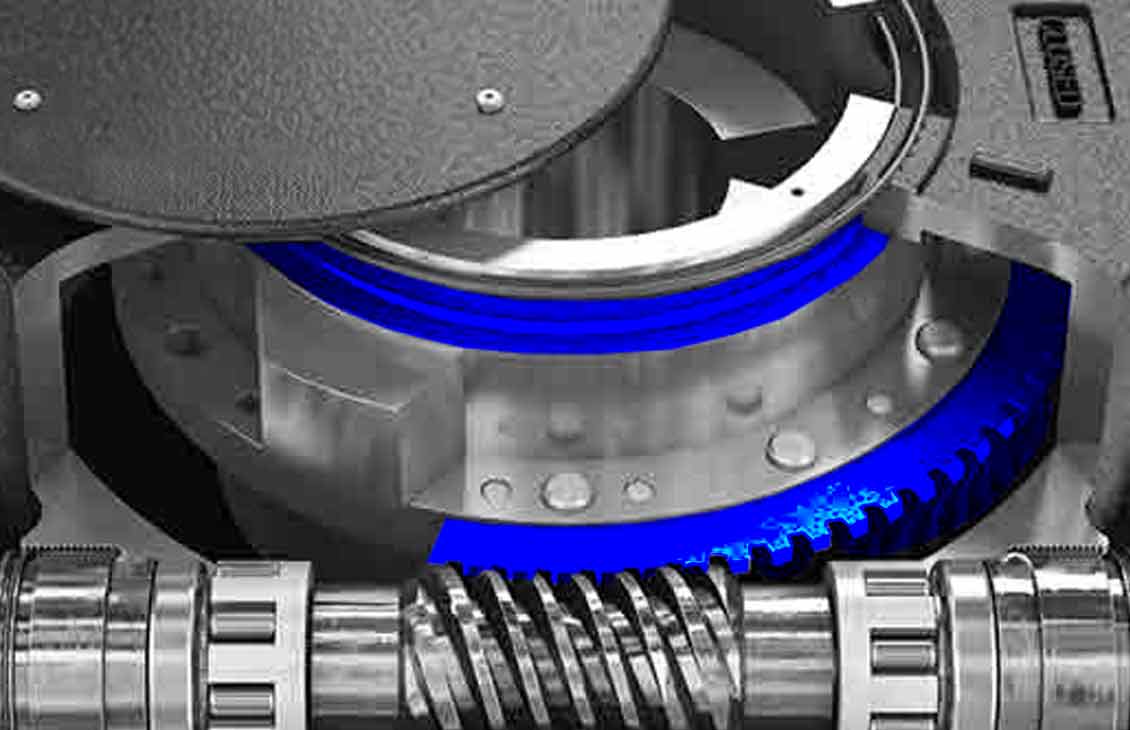
Maxtorque High-Performance Worm Gears
Worm-gear solutions that minimize effort.Robust products with exceptional torque capacity and fast operating times.
-
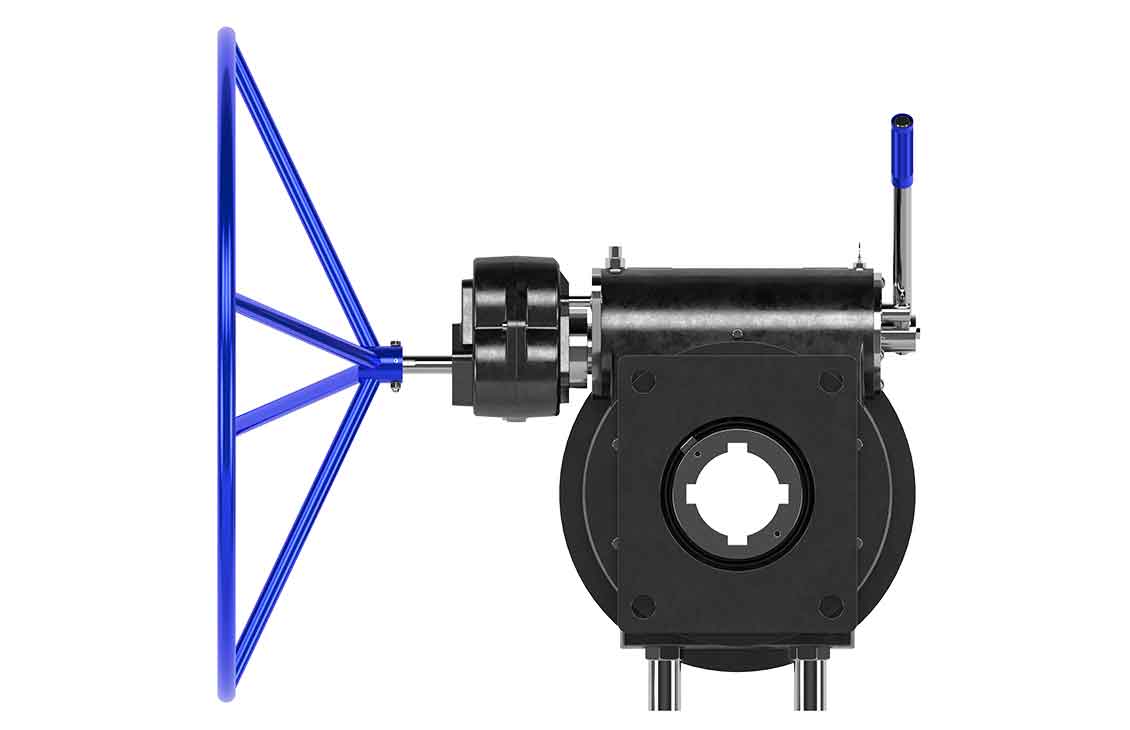
Maxtorque Declutchable Manual Override Gears
Save space and increase uptimeEnsure reliable valve operation during maintenance or loss of power, instrument air, or control signal.
-

Rising Stem Applications
High-ratio, small-envelope, robustSee our MAXTORQUE products for rising stem applications.
-

Severe-Service Applications
For saltwater, steam, and corrosive environmentsReduce turns to close and rim pull by 75% in critical environments.
-
Subsea Gear Operators
Active and passive pressure compensationWithstand high pressures at deepwater depths with Maxtorque subsea worm gears.
-
Temperature Compensators
Extend valve life by reducing wear and damage to the actuator and gearFor a wide range of SLB and third-party valves.
Navco
Valves
-
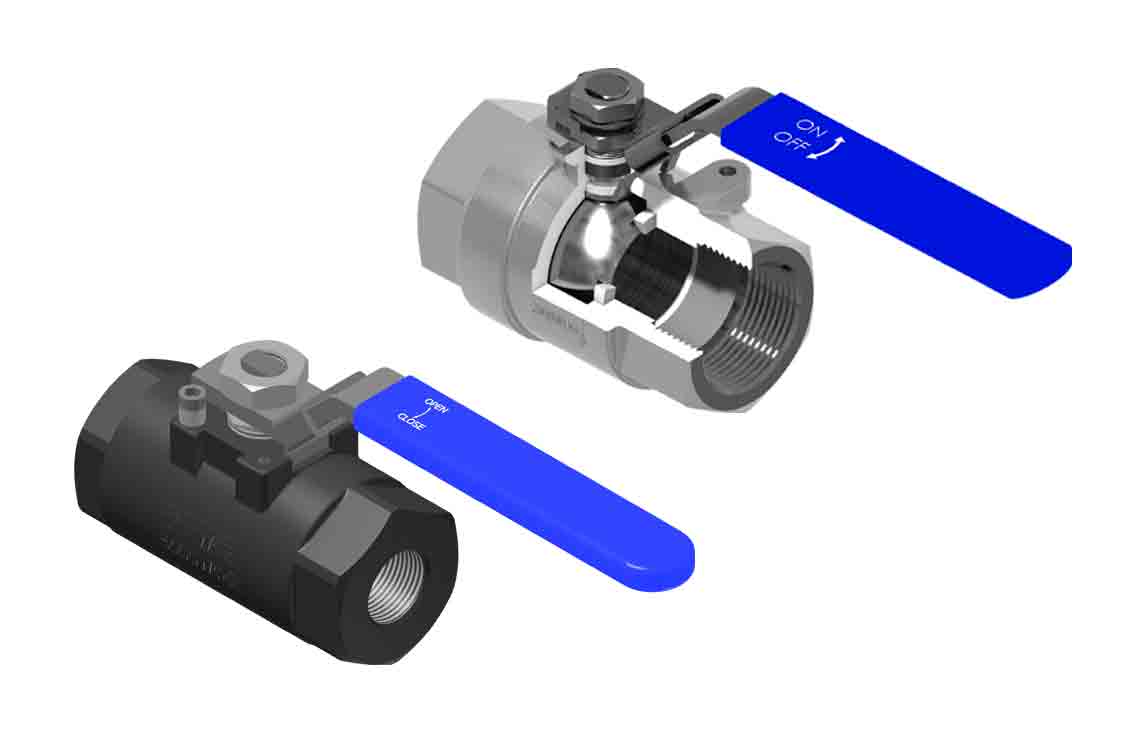
Navco
Floating ball valvesEconomical ball valves for general-purpose applications, featuring a wide range of styles and end connections.
-

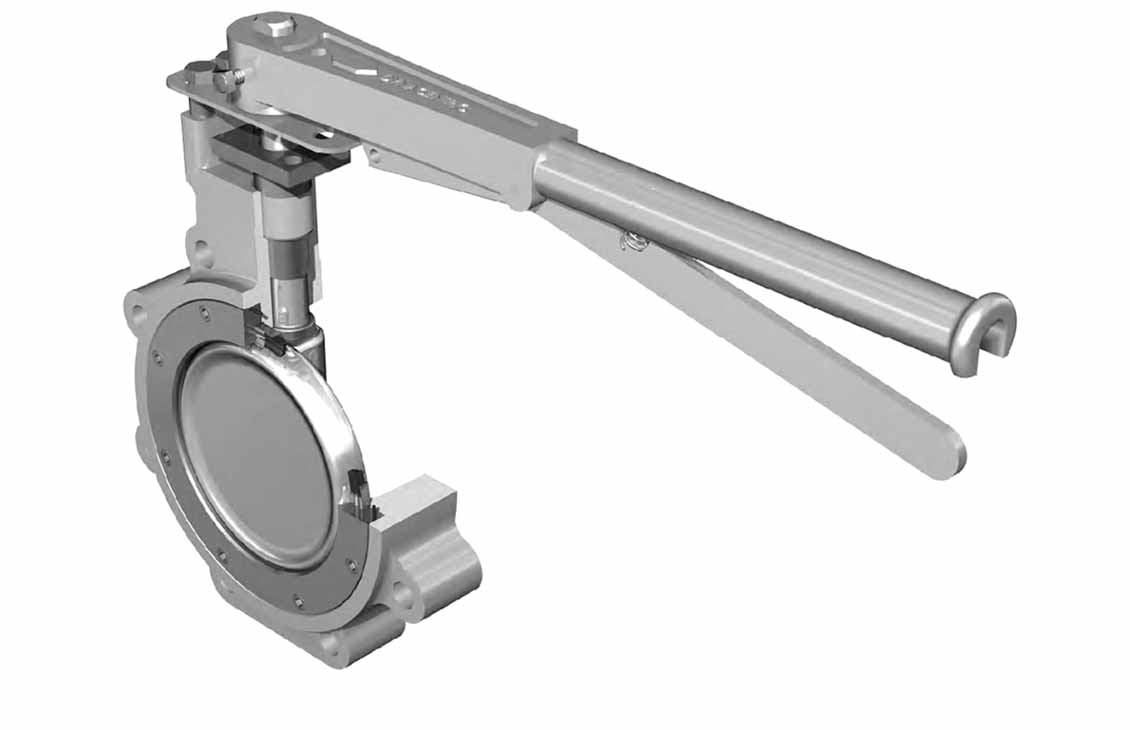
Navco Resilient Seated Butterfly Valves
Robust valves that provide a long operating life and reliable bubble-tight sealingIdeal for data center cooling circuits, HVAC chilled water and condenser water systems, industrial process cooling, and more.
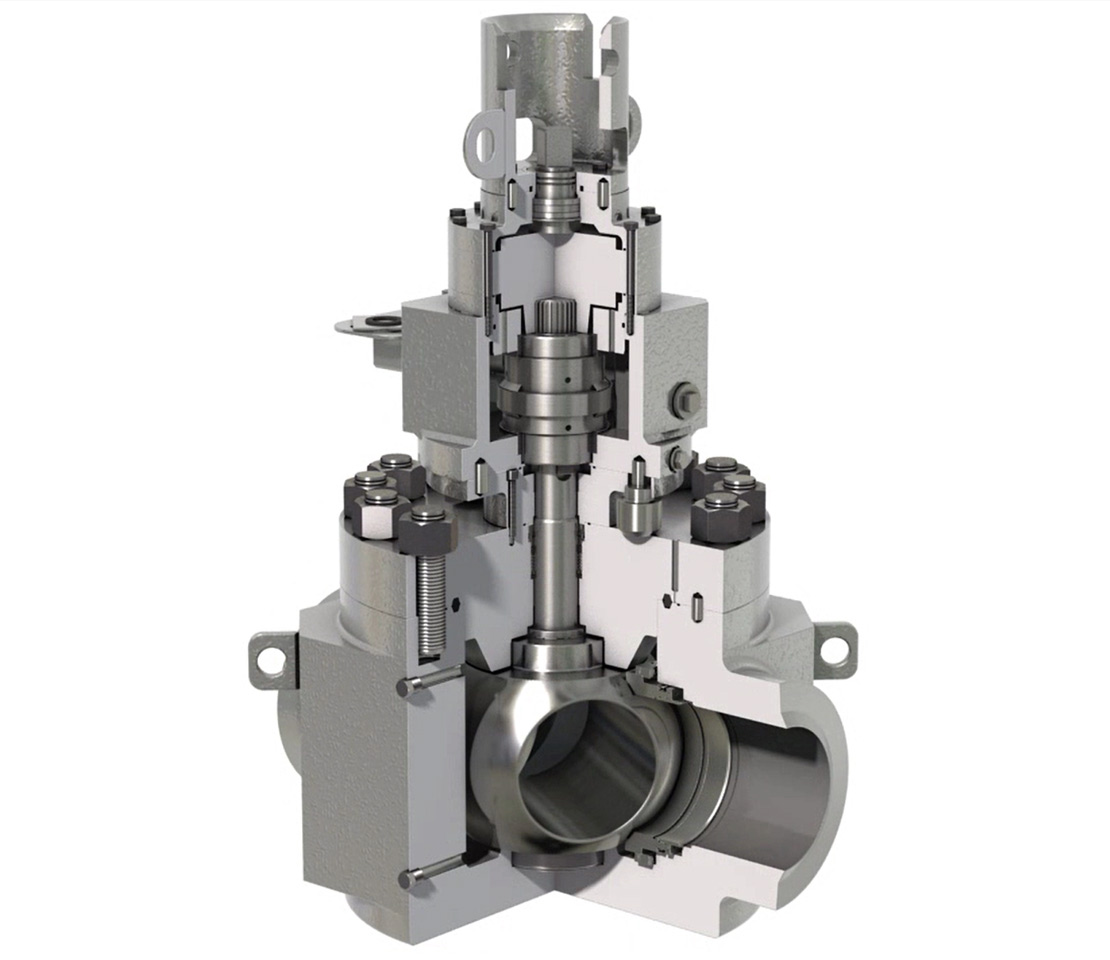
Orbit
Rising stem ball valve

Tom Wheatley
Check valves
-

Tom Wheatley Piston Check Valve
API Spec 6D–compliant valve, especially effective in scenarios with pressure surges and pulsating flowNonslam, reliable operation that stands up to excessive wear.
-

Tom Wheatley Swing Check Valve
API Spec 6D–compliant, fullbore pipeline check valve for demanding environmentsField-proven backflow prevention.


WKM
Valves
-
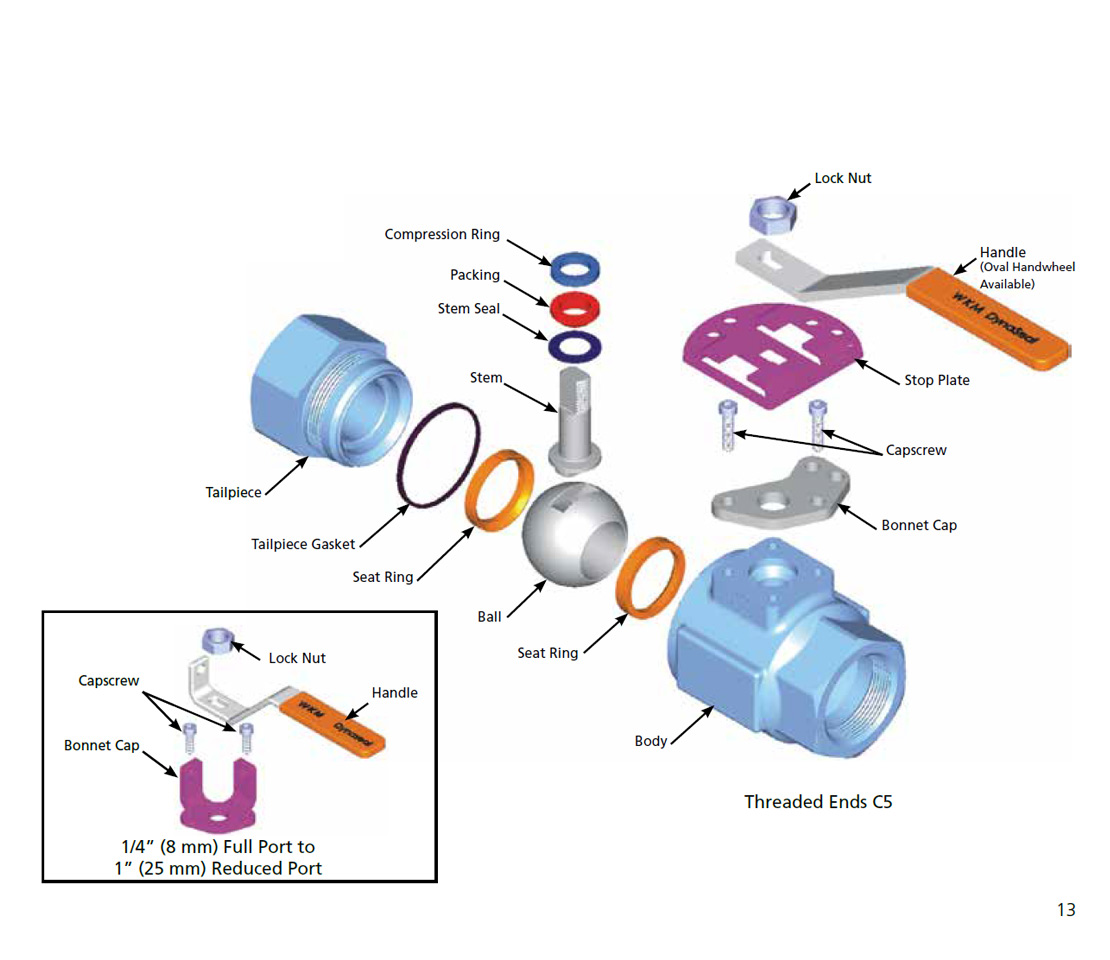
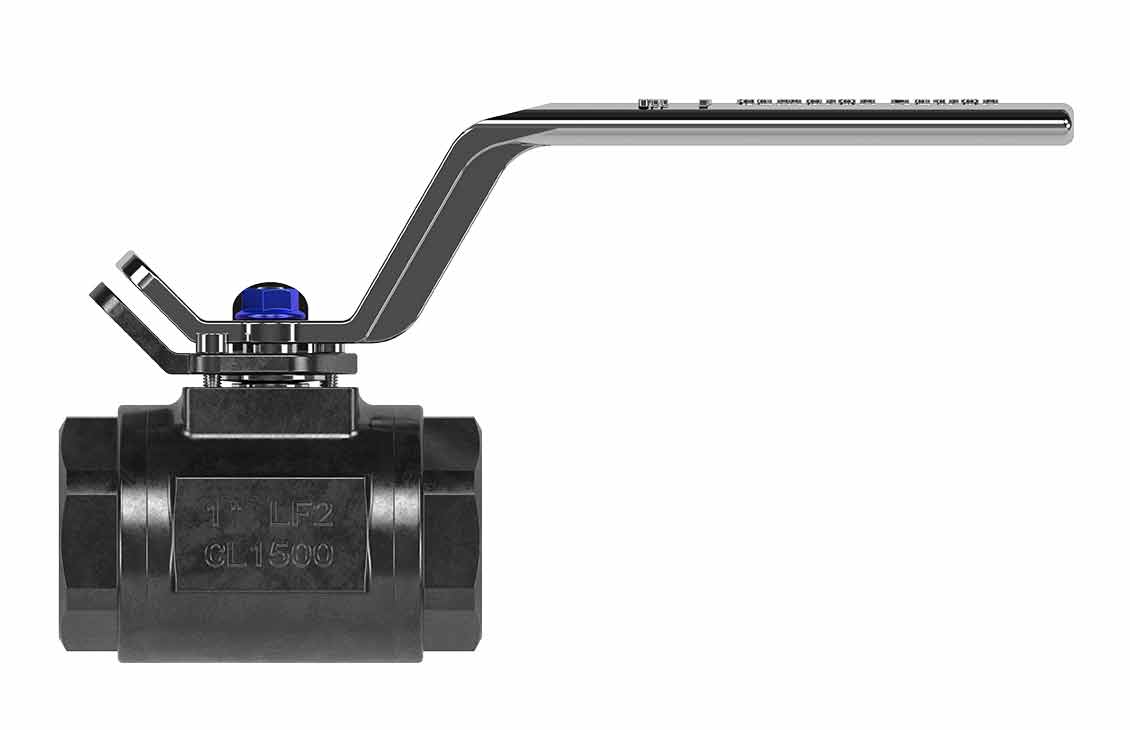
WKM 310C5
Floating ball valveProven performance in a wide range of oilfield, chemical, petrochemical, and hydrocarbon processing applications.
-
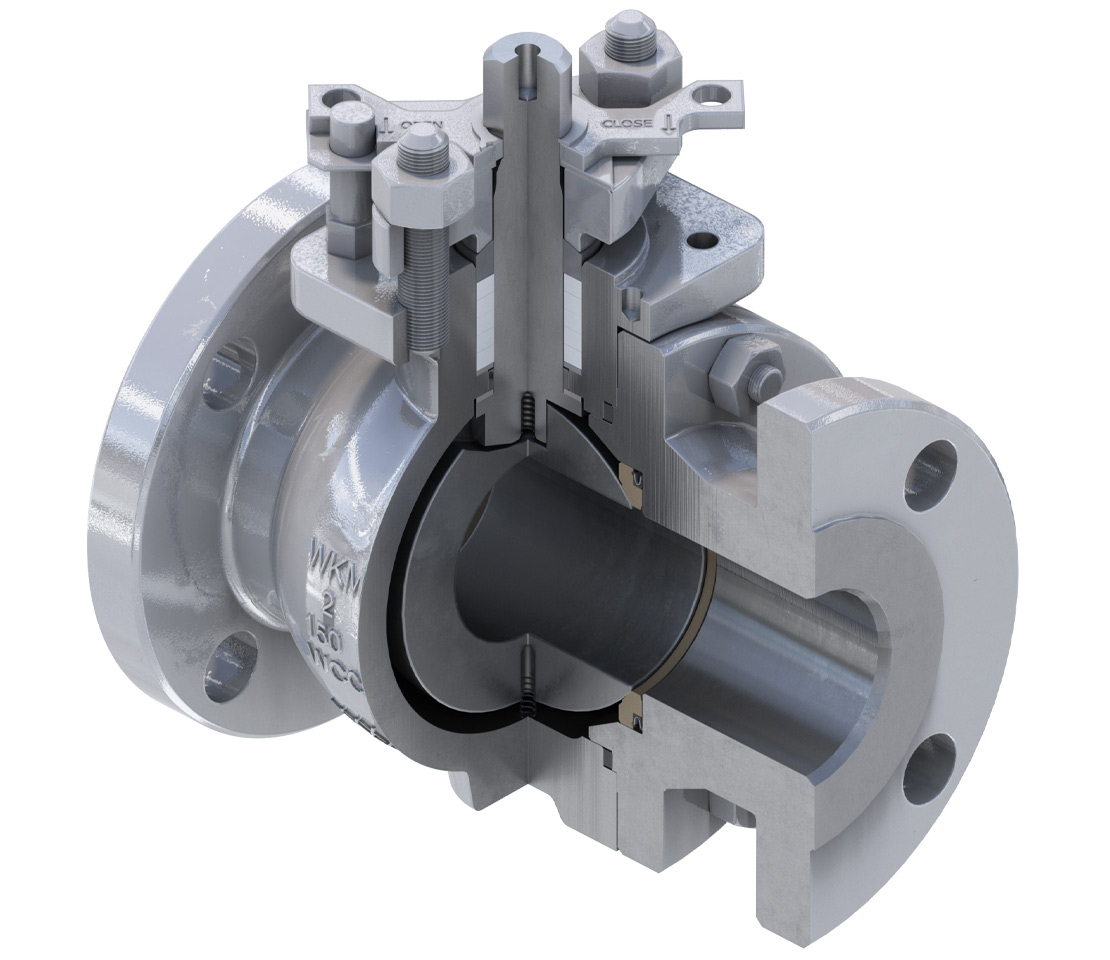
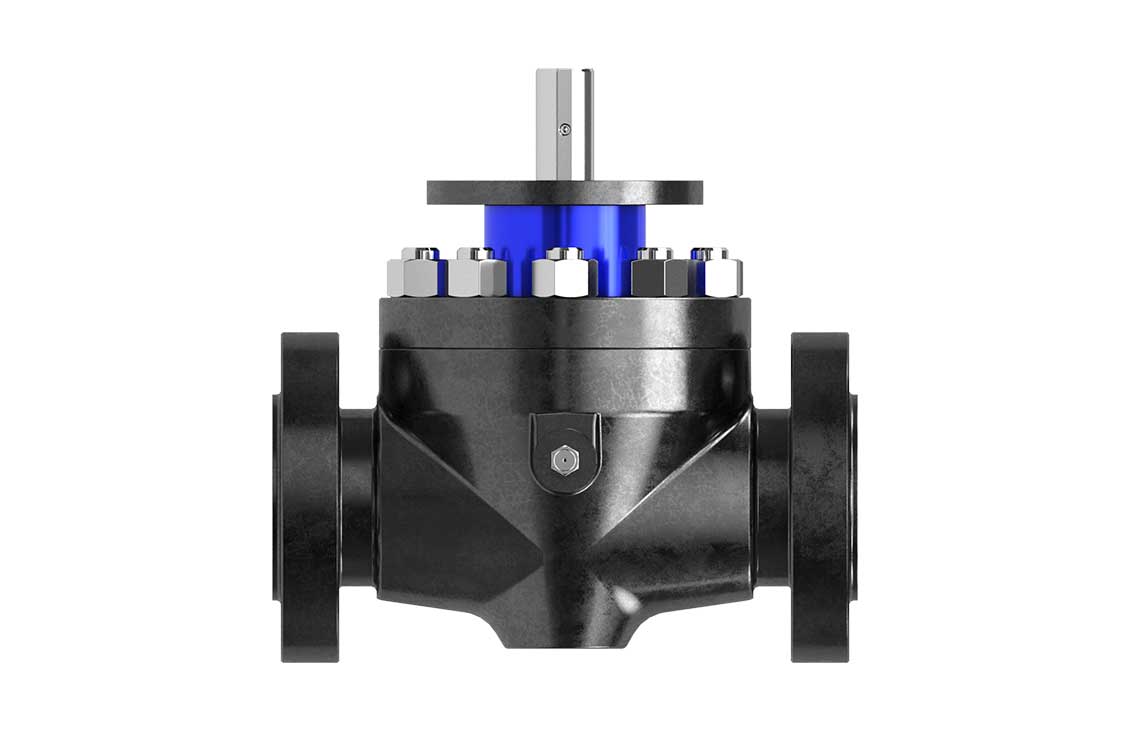
WKM 320F
Flanged floating ball valvesEngineered for heavy-duty, maintenance-free performance in a range of applications across multiple industries.
-
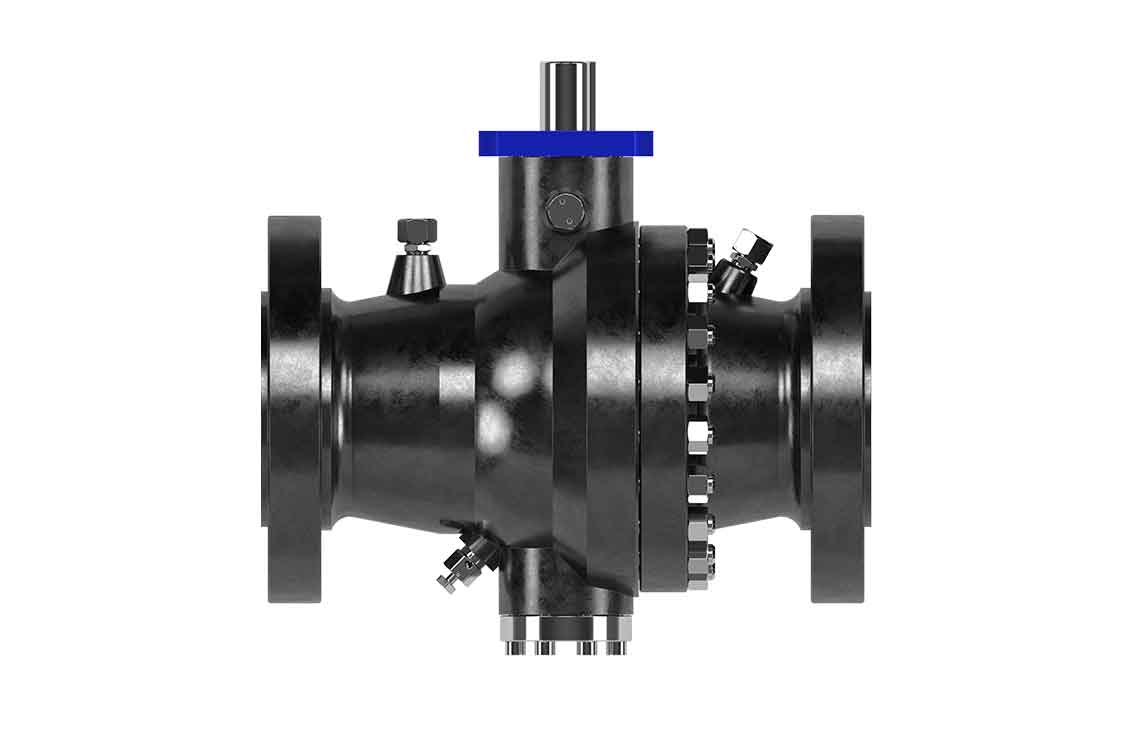
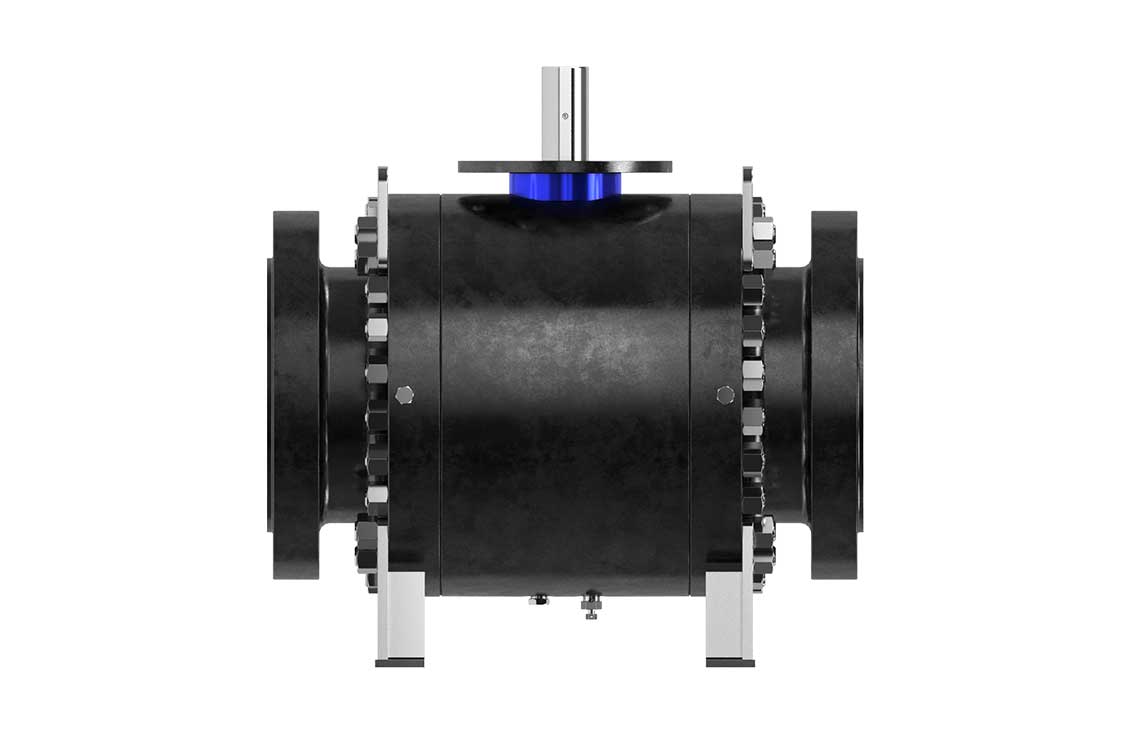
WKM 370D Series
Trunnion-mounted ball valvesVariety of ANSI and API Spec 6D designs.
-
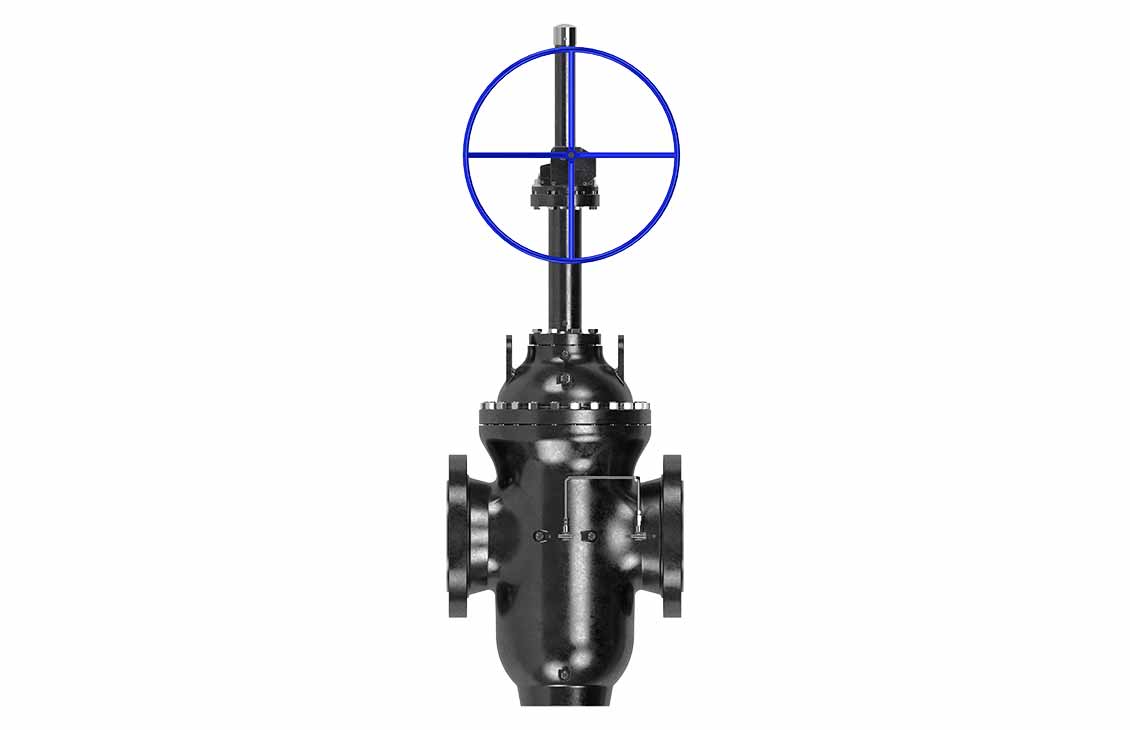
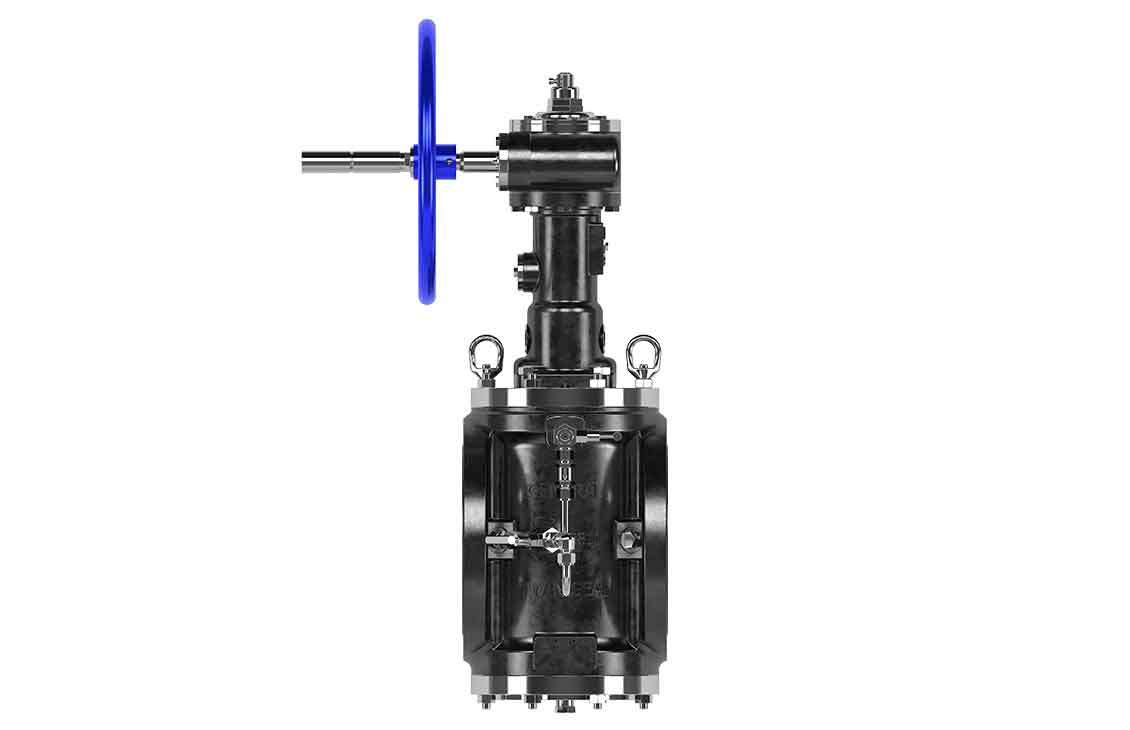
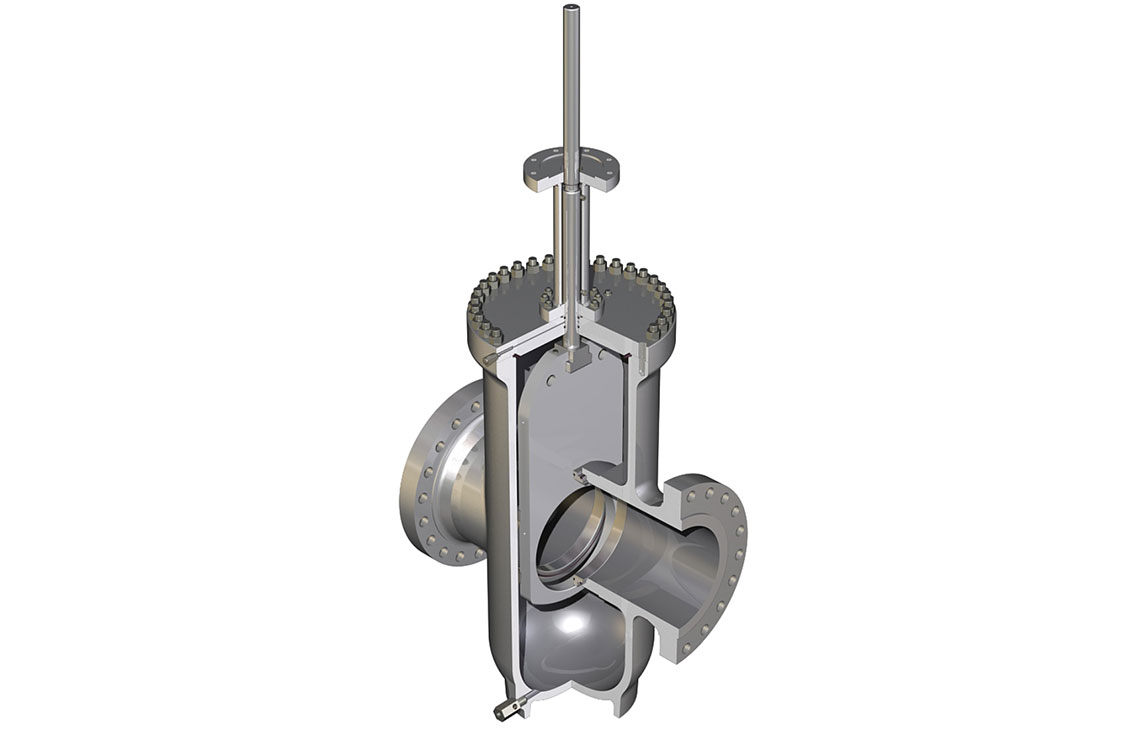
WKM Pow-R-Seal
Double expanding gate valveEnhanced safety and seal reliability.
-

WKM Saf-T-Seal
Slab gate valveSimple yet rugged and reliable through-conduit valve.
-

M-HT
API Spec 6A expanding gate valveWithstand temperatures up to 650 degF [343 degC].
-
WKM High-Performance Butterfly Valves
Double-offset butterfly valvesSealing performance of a ball or gate valve but in a much smaller profile.